Gold CIP (Carbon-in-Pulp) is a widely used method for extracting gold from ore. It involves using activated carbon to adsorb gold from a cyanide solution, followed by elution and regeneration of the carbon for reuse.
Gold CIP (Carbon-in-Pulp) is ideal for processing gold-containing oxidized ore with a high slime content. Zoneding is a leading supplier that offers custom gold CIP processing plants and equipment to address these challenges efficiently.
Gold CIP Process: Your Guide to High Gold Recovery?
You are looking for an efficient way to extract gold. The Gold CIP Process, or Carbon-in-Pulp, is a widely used method for gold recovery, especially from low-grade ores. It combines gold leaching and activated carbon adsorption gold in a streamlined operation. At ZONEDING, we have extensive experience in designing and implementing effective Gold CIP Process plants. This guide will help you understand how CIP works, its key advantages, and what you need to consider for successful gold recovery.
Last Updated: March 2025 | Estimated Reading Time: 22 minutes
Gold-CIP-Processing-Plant
This Article Will Help You Understand:
What is the Gold CIP Process & its key differences?
Activated carbon’s crucial role in the Gold CIP Process?
How to manage preg-robbing in Gold CIP?
Core equipment for Gold CIP plants & maintenance?
Economic costs & environmental aspects of Gold CIP?
Lab & pilot tests for Gold CIP suitability?
Strategies to optimize existing Gold CIP lines?
Choosing the best Gold CIP solution for your project?
What is the Gold CIP Process & its key differences?
The Gold CIP (Carbon-in-Pulp) Process is a gold extraction technique where gold is leached from ore using a cyanide solution, and then adsorbed onto activated carbon directly from the ore pulp. This is a key difference from the CIL (Carbon-in-Leach) process. In CIL, leaching and adsorption occur simultaneously in the same tanks. In CIP, gold leaching typically happens in dedicated tanks first, followed by adsorption in separate tanks where activated carbon is introduced. This staged approach allows for optimizing leaching conditions independently of adsorption conditions. Compared to Merrill-Crowe (zinc precipitation), CIP/CIL is generally more effective for lower-grade ores and ores with significant silver or copper, as carbon is more selective for gold.
CIL-Plant
CIP-Plant
The “invisible aging” of activated carbon is a critical factor often overlooked. Beyond just its gold adsorption capacity (K-value), physical wear, micropore blockage by inorganic salts (like calcium carbonate) or organic matter (e.g., flotation reagent residues), and “poisoning” by specific ions can degrade adsorption kinetics. We at ZONEDING emphasize performing a “carbon autopsy” – analyzing ash content, pore structure, and contaminants on used carbon. This reveals much more than simple gold adsorption tests.
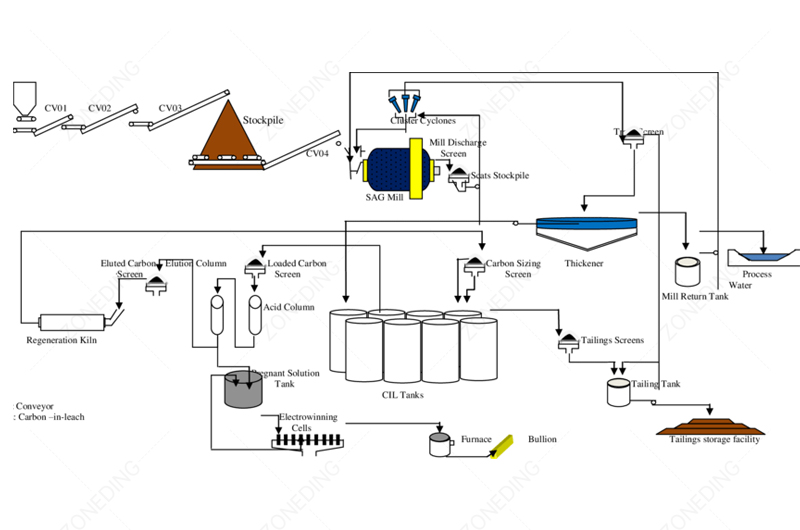
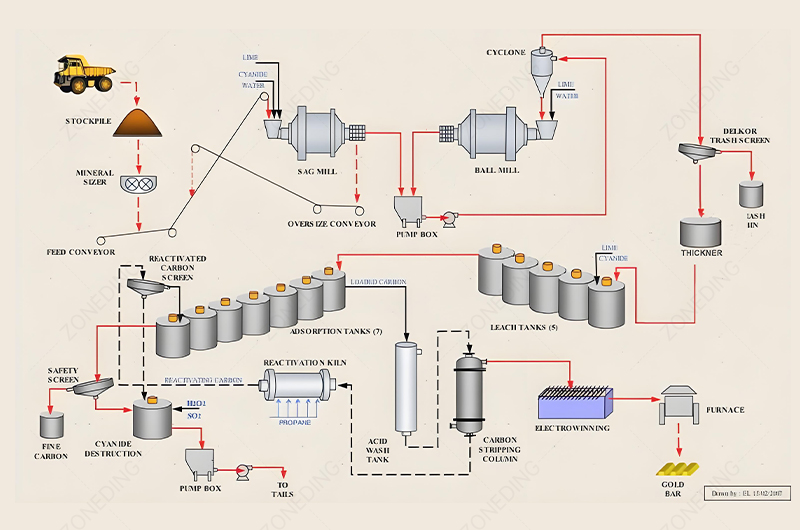
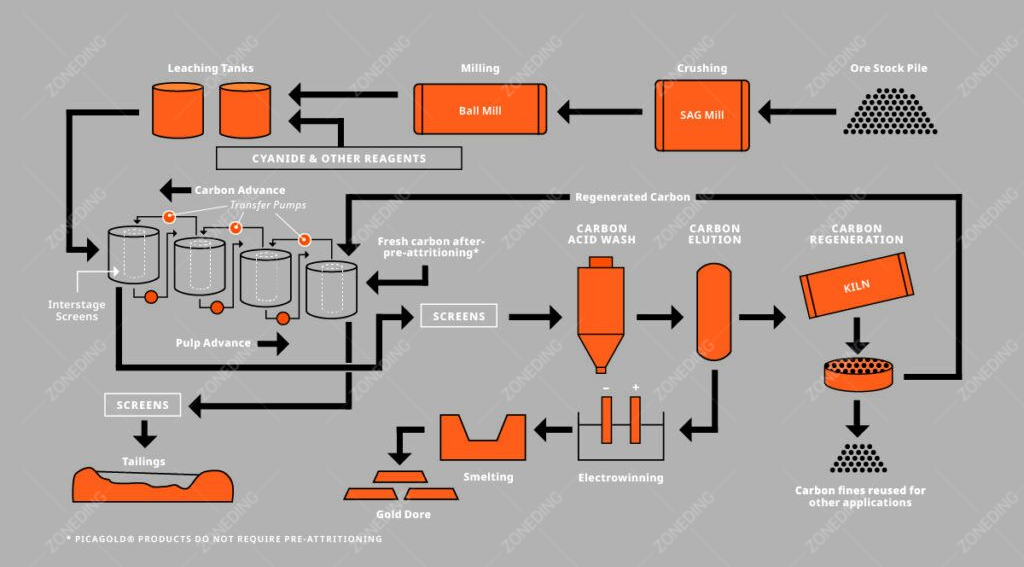
Typical Gold CIP Process flow stages explained?
A complete Gold CIP Process flow involves several core steps, each with a specific objective, from ore preparation to producing gold doré.
Comminution: Ore is first crushed using Cone Crushers, then ground in Ball Mills to a fine pulp. The goal is to liberate the gold particles for effective gold leaching.
Pre-treatment (if needed): For refractory gold ore or preg-robbing ore, steps like pre-aeration, oxidation, or flotation to remove carbon might be included.
Leaching: The ground ore pulp is mixed with a dilute sodium cyanide solution and lime (for pH control) in large, agitated Mixer tanks (leach tanks). Gold dissolves to form a gold-cyanide complex. Sufficient retention time and oxygen are critical.
Adsorption: The leached pulp flows through a series of adsorption tanks. Activated carbon granules are added counter-currently to the pulp flow. The gold-cyanide complex adsorbs onto the carbon. Interstage screens prevent carbon from moving downstream with the pulp.
Carbon Elution (Desorption): Loaded carbon is removed from the first adsorption tank and transferred to an elution column. Here, a hot caustic-cyanide solution (or other eluant) strips the gold from the carbon. This step is crucial for gold recovery.
Electrowinning: The gold-rich eluate solution flows to electrowinning cells, where gold is deposited onto cathodes (steel wool).
Carbon Regeneration: The barren carbon from elution is reactivated by thermal activated carbon regeneration in a kiln to restore its adsorptive properties before being returned to the adsorption circuit.
Smelting: The gold sludge from the cathodes is dried, mixed with fluxes, and smelted to produce gold doré bars. A critical insight is the “oxygen starvation” in leaching. Even with high air input, if pulp viscosity is high or oxygen-consuming minerals are present, the actual dissolved oxygen at the mineral surface can be a limiting factor, not just the exhaust gas oxygen content.
Several key factors significantly influence the efficiency of your Gold CIP Process, specifically the gold leaching rate and adsorption rate, requiring careful optimization.
Ore Characteristics: Grind size (liberation), gold particle size and mineralogy, presence of cyanicides (e.g., copper minerals, pyrrhotite), and preg-robbing ore components are fundamental.
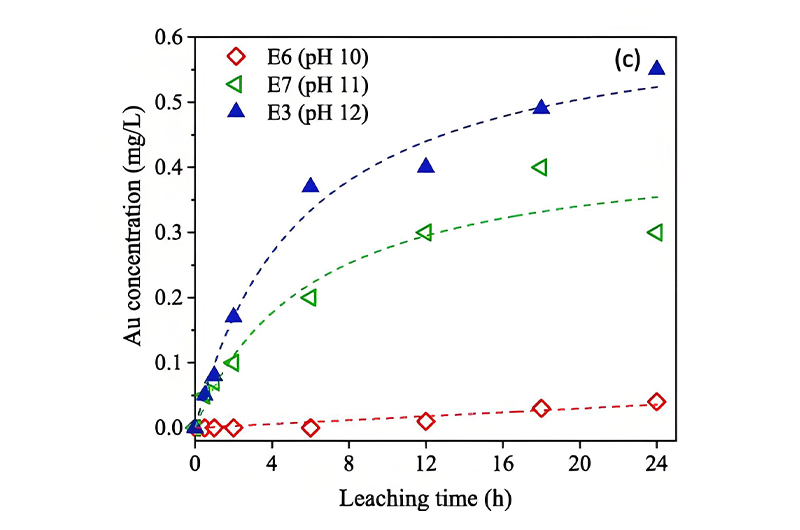
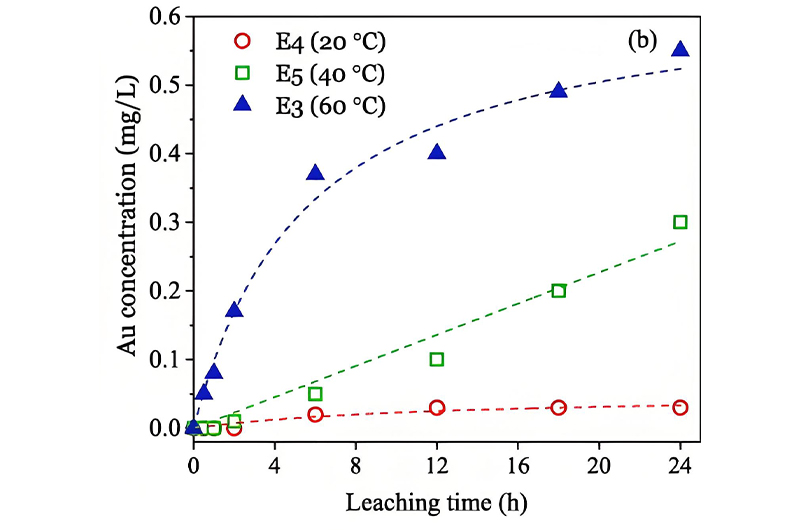
Leaching Parameters: Cyanide concentration, pH (typically 10.5-11), dissolved oxygen levels, pulp density, and leach retention time are critical. Overdosing cyanide doesn’t always help; it can increase dissolution of base metals, consuming cyanide and complicating adsorption.
Adsorption Parameters: Activated carbon concentration in pulp, carbon activity (K-value), particle size of carbon, contact time, and the efficiency of interstage screens are vital. The “selective amnesia” of carbon is a concern: some contaminants preferentially block micropores most effective for gold adsorption.
Pulp & Water Chemistry: The build-up of ions like calcium, magnesium, sulfate, and thiocyanate in recycled process water can cause scaling, reduce oxygen solubility, and interfere with adsorption or elution. This “silent destroyer” effect is often underestimated.
Optimization involves continuous monitoring and adjustment. For example, online analyzers for free cyanide and dissolved oxygen can enable closed-loop control, ensuring “adequate and effective” levels rather than just “more is better.”
Activated carbon’s crucial role in the Gold CIP Process?
Activated carbon is the heart of the Gold CIP Process; its selection, pre-treatment, adsorption performance, desorption efficiency, and regeneration management are paramount for high gold recovery.
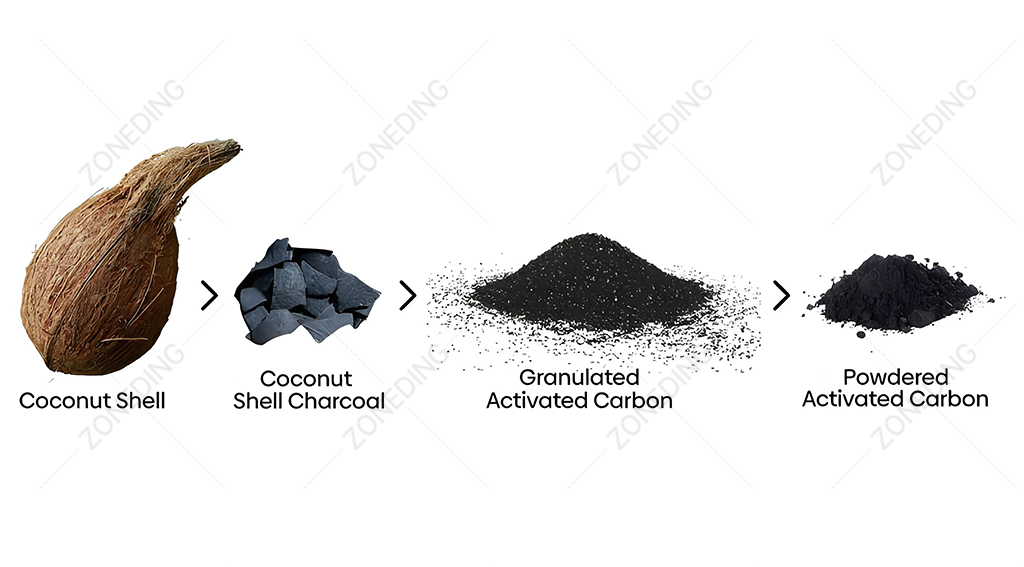
Selection: Coconut shell-based activated carbon is commonly preferred due to its hardness (resistance to attrition) and microporous structure, which is ideal for gold adsorption by activated carbon. Key specifications include gold adsorption capacity (K-value), adsorption rate (R-value), particle size distribution, and ash content.
Pre-treatment: New carbon is screened to remove fines and sometimes pre-attritioned to remove soft material.
Adsorption: Carbon is moved counter-currently to the pulp flow through a series of agitated tanks. Gold-cyanide complex [Au(CN)₂]⁻ adsorbs onto the carbon. Maintaining an optimal carbon concentration and ensuring good carbon-pulp contact are essential.
Desorption (Elution): Loaded carbon is stripped of its gold using a hot caustic-cyanide solution (e.g., AARL or Zadra methods). Efficient elution minimizes gold locked on carbon. Interpreting the “elution curve” (gold concentration over time) reveals if elution is smooth or has “tailing” issues.
Regeneration: After elution, thermal activated carbon regeneration (typically 650-750°C in a kiln with steam) burns off adsorbed organic contaminants and restores the carbon’s porous structure and activity. The “right heat” is crucial; too low, and pores remain blocked; too high, and carbon can over-burn.
Coconut-shell-based-activated-carbon
Regular “carbon autopsy” (analyzing ash, pore structure, contaminants) is vital. It helps diagnose issues like inefficient regeneration, inorganic scaling, or organic fouling, extending carbon life and maintaining high gold recovery.
How to manage preg-robbing in Gold CIP?
“Preg-robbing” in Gold CIP refers to the phenomenon where components in the ore, typically natural carbonaceous materials (like graphite or active organic carbon), adsorb the dissolved gold-cyanide complex, competing with the activated carbon and reducing overall gold recovery. Effectively managing this is crucial.
Identification: Detailed mineralogical studies and specific preg-robbing tests are needed to identify the type and activity of the preg-robbing constituents.
CIL vs. CIP: The Carbon-in-Leach (CIL) process, where leaching and adsorption occur simultaneously, is often more effective for preg-robbing ore because activated carbon can capture newly dissolved gold before natural carbon does.
Carbon Scalping/Pre-flotation: If the preg-robbing carbon is floatable (like graphite), it can be removed by flotation before cyanidation. This is often called “carbon scalping.”
Blanking/Blinding Agents: Chemicals like kerosene, diesel, or specialized polymers can be added to the pulp to coat and deactivate the natural carbon surfaces, reducing their gold-adsorbing capacity. However, their effectiveness varies, and they might contaminate the activated carbon.
Increased Activated Carbon Dosage/Activity: Maintaining a higher concentration of highly active carbon in the circuit can help outcompete the natural carbon for dissolved gold.
Roasting: For highly problematic ores, pre-roasting the ore can destroy the carbonaceous material, but this is a more capital-intensive and environmentally challenging option.
Even in a CIL circuit, if preg-robbing material is highly active or abundant, it can still compete significantly. The key is understanding that preg-robbing is a kinetic competition.
Core equipment for Gold CIP plants & maintenance?
A Gold CIP plant relies on several pieces of core Gold Ore Processing Equipment, and their proper selection and maintenance are key to sustained, efficient operation.
Leach Tanks & Adsorption Tanks: Large, agitated tanks, typically made of steel with corrosion-resistant lining. Agitator design is crucial for keeping solids in suspension and ensuring good mixing. Mixers play a vital role here.
Interstage Screens: These screens (e.g., Kambalda, Delkor, Derrick) are installed between adsorption tanks to allow pulp to pass through while retaining the coarser activated carbon. They are critical for preventing carbon loss. Their blockage or damage is a common operational headache, the “Achilles’ heel” of CIP/CIL.
Carbon Transfer Pumps: Special pumps (e.g., airlift pumps, recessed impeller pumps) are used to move loaded carbon from adsorption tanks to elution and barren carbon back. They must handle abrasive slurries gently to minimize carbon attrition.
Elution Column & System: Includes the column where gold is stripped from carbon, heaters for the eluant solution, and pumps.
Electrowinning Cells: Rectangular tanks with anodes and cathodes (often steel wool) where gold is plated out from the rich eluate.
Carbon Regeneration Kiln: Rotary kilns or vertical kilns are used to thermally reactivate the carbon. Temperature control and steam injection are important.
Acid Wash Column (Optional): Used to remove inorganic scales (e.g., calcium carbonate) from carbon before thermal regeneration.
CIP-Tanks
Preventative maintenance is crucial, especially for interstage screens (regular cleaning, inspection for damage) and pumps. Monitoring kiln temperature profiles and regeneration efficiency helps prolong carbon life and maintain high gold recovery.
Economic costs & environmental aspects of Gold CIP?
Implementing a Gold CIP Process involves significant economic costs (both capital and operational) and requires careful environmental management, particularly for cyanide.
Tailings-Management
Economic Costs:
Capital Costs (CAPEX): Purchase of gold ore processing equipment (crushers, mills, tanks, screens, elution, electrowinning, regeneration kiln), plant construction, infrastructure.
Operating Costs (OPEX):
Reagents: Sodium cyanide, lime, activated carbon (make-up), elution chemicals (caustic soda, cyanide), acid (for washing). Cyanide and carbon are often the largest reagent costs.
Power: Grinding, agitation, pumping, heating (elution and regeneration) are energy-intensive.
Maintenance & Spares: Wear parts for mills, pumps, screens; kiln refractories.
Environmental Management:
Cyanide Management:Gold cyanidation uses toxic sodium cyanide. Strict protocols are needed for handling, storage, and minimizing cyanide consumption (“source reduction” is key).
Tailings Detoxification: Tailings slurry from the CIP circuit must be treated to destroy residual cyanide before discharge or storage in a tailings facility. Common methods include the INCO SO₂/Air process, hydrogen peroxide, or Caro’s acid. The choice depends on cyanide speciation (free, WAD, SAD) and regulatory limits.
Water Management: Efficient water recycling is practiced, but a bleed stream is often necessary to control the build-up of detrimental ions. Water quality monitoring is essential.
Air Emissions: Dust from crushing/grinding; emissions from regeneration kiln (if not properly scrubbed).
A holistic “cyanide lifecycle” approach, from optimizing leach conditions to selecting the right detoxification method, is crucial for both cost-effectiveness and environmental sustainability.
Lab & pilot tests for Gold CIP suitability?
Laboratory-scale amenability tests and pilot-scale trials are essential to evaluate if your gold ore is suitable for the Gold CIP Process and to predict its full-scale performance. These tests provide crucial data for flowsheet development, equipment sizing, and economic feasibility studies.
Laboratory Tests:
Ore Characterization: Detailed mineralogical analysis (QEMSCAN, XRD, microscopy) to understand gold deportment, grain size, association with other minerals, and presence of potential interferents (cyanicides, preg-robbing materials).
Grindability Tests: To determine power requirements for grinding (e.g., Bond Ball Mill Work Index).
Bottle Roll Leach Tests: Small-scale tests to evaluate gold leaching kinetics, cyanide consumption, lime requirements, and optimal leach time at various grind sizes and reagent dosages.
Carbon Adsorption Isotherms & Kinetics Tests: To determine the gold loading capacity (K-value) and adsorption rate (R-value) of selected activated carbons with the leached ore solution.
Preg-Robbing Tests: To quantify the preg-robbing potential of the ore.
Settling Tests: For thickener sizing.
Pilot Plant Trials:
If lab tests are promising, a continuous pilot plant trial (typically 0.1 to 1 tonne/hour) is conducted. This simulates the entire CIP circuit (grinding, leaching, adsorption, elution, regeneration) and provides more reliable data on:
Overall gold recovery.
Reagent and utility consumptions at scale.
Carbon loading and attrition rates.
Performance of interstage screens and other equipment.
Data for scaling up to commercial plant design.
These tests help de-risk the project and optimize the Gold CIP Process design for your specific ore.
Strategies to optimize existing Gold CIP lines?
Optimizing an existing Gold CIP production line can significantly enhance gold recovery rates and reduce operating costs. Several practical strategies can be employed:
Comprehensive Ore Characterization: Regularly analyze feed ore for changes in gold grade, mineralogy, hardness, and presence of problematic components (e.g., copper, carbon). This allows proactive adjustments.
Grind Size Optimization: Ensure the grind is fine enough for gold liberation but avoid overgrinding, which increases energy costs and can create slimes that hinder adsorption.
Leach Parameter Tuning: Continuously monitor and control pH, free cyanide levels, and dissolved oxygen. Consider advanced control systems.
Carbon Management Audit: Regularly assess carbon activity, loading profiles across tanks, and regeneration efficiency. Optimize carbon transfer rates and inventory. Implement effective acid washing and thermal regeneration. The “efficiency black hole” of desorption and regeneration needs close scrutiny.
Interstage Screen Performance: Improve screen cleaning schedules, consider alternative screen types or materials to reduce blockages and carbon losses.
Water Balance and Chemistry Control: Monitor and manage the build-up of detrimental ions in process water. Implement bleed streams or water treatment if necessary.
Minimize Cyanide Consumption: Optimize leach conditions to use the minimum effective cyanide concentration. This reduces costs and environmental impact.
Operator Training & Skill Development: Well-trained operators are crucial for identifying issues early and running the plant efficiently.
A key area is often the carbon circuit. Ensure your loaded carbon values are maximized and barren carbon values are minimized by optimizing elution and regeneration.
Choosing the best Gold CIP solution for your project?
Selecting or customizing the most suitable Gold CIP Process solution for your gold project depends on various factors, including project scale, ore characteristics, and economic objectives.
Ore Type: Is it a straightforward oxide ore, or a complex refractory gold ore or preg-robbing ore? This dictates the need for pre-treatment steps and whether CIP or CIL is more appropriate. For high preg-robbing ores, CIL is generally preferred.
Gold Grade and Tonnage: For very small, high-grade deposits, simpler methods might be considered. CIP/CIL is well-suited for large, low-to-medium grade deposits.
Capital Availability: Modular plant designs might be an option for smaller projects to reduce upfront CAPEX.
Existing Infrastructure & Location: Availability of power, water, and skilled labor, as well as remoteness, will influence design choices and costs.
Metallurgical Test Results: Data from lab and pilot tests are fundamental. This will define grind size, leach conditions, carbon requirements, and achievable gold recovery.
Equipment Supplier & Expertise: Partner with experienced gold ore processing equipment suppliers like ZONEDING who can offer proven technology, process design support, and after-sales service. Customization of standard designs is often necessary.
Environmental Regulations: Stringent environmental laws will necessitate robust cyanide detoxification and tailings management systems.
Ultimately, the “best” solution is one that is technically sound, economically viable, environmentally responsible, and tailored to your specific ore and project conditions. It’s rarely an off-the-shelf solution.
Gold CIP Process FAQs
Question 1: What is the typical gold recovery in a Gold CIP Process?
Typical gold recovery can range from 85% to over 95%, depending on ore characteristics (liberation, refractoriness) and process optimization. For highly refractory ores, recovery might be lower without pre-treatment.
Question 2: How much activated carbon is used in a Gold CIP plant?
The inventory of activated carbon in the adsorption circuit is typically designed to be 20 to 50 grams of carbon per liter of pulp in each tank. Daily carbon consumption (make-up for losses and regeneration inefficiencies) is much lower.
Question 3: Is the Gold CIP Process environmentally friendly?
Like any gold cyanidation process, it uses toxic cyanide. However, with proper engineering design, strict operational controls, and effective tailings detoxification systems, the environmental impact can be managed to meet regulatory standards.
Question 4: What’s the difference between K-value and R-value for activated carbon?
K-value (equilibrium loading capacity) indicates how much gold the carbon can adsorb at equilibrium. R-value (adsorption rate) indicates how fast the carbon adsorbs gold. Both are important for efficient gold adsorption by activated carbon.
Summary & Next Steps
The Gold CIP Process is a robust and widely adopted technology for gold recovery, particularly suitable for many types of gold ores. Achieving high efficiency in carbon-in-pulp gold extraction hinges on a deep understanding of ore mineralogy, careful control of gold leaching and activated carbon adsorption gold parameters, and diligent management of the activated carbon circuit. Addressing issues like preg-robbing ore and optimizing for economic and environmental sustainability are critical for success. If you’re evaluating the Gold CIP Process for your project, the crucial first step is comprehensive metallurgical testing. This will determine its suitability and provide the data needed for sound engineering design. ZONEDING offers complete solutions, from testing and design to gold ore processing equipment supply and plant commissioning.
About ZONEDING
ZONEDING is your trusted global partner for comprehensive mineral processing equipment and turnkey solutions for the Gold CIP Process. We supply a full range of equipment, including Jaw Crushers, Ball Mills, leach and adsorption tanks, interstage screens, elution systems, electrowinning cells, and activated carbon regeneration kilns. Our expertise ensures you get an optimized plant designed for maximum gold recovery and operational efficiency.
Contact ZONEDING today to discuss your gold project requirements and let our experts guide you to the optimal Carbon-in-Pulp solution.
Last Updated: March 2025
How we use cookies
We use cookies to ensure that we give you the best experience on our website. If you continue to use this site we will assume that you are happy with it.
Privacy Policy
Send us a message
We would love to hear from you
Submit your question and our team will respond to the email provided as soon as possible.







 Zoneding Machine
Zoneding Machine











