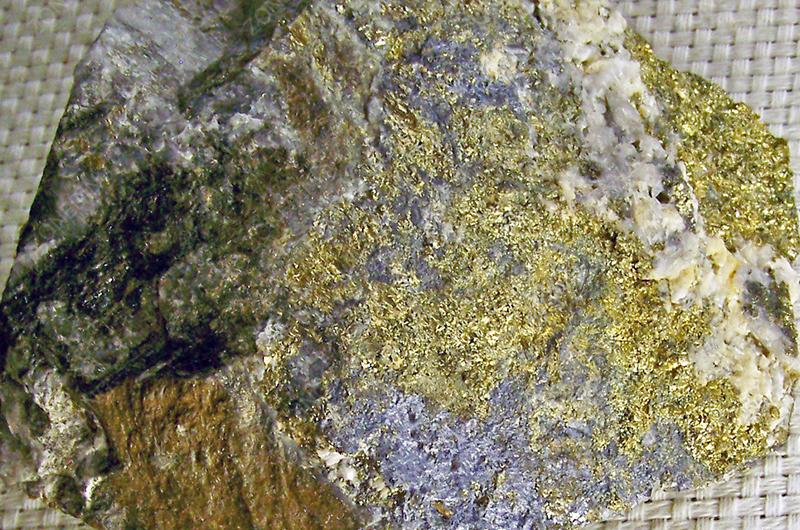
Molybdenum is a refractory metal commonly recovered and beneficiated through the flotation process. This process aims to extract valuable molybdenum minerals, such as molybdenite, pyrite, and chalcopyrite. Among these minerals, molybdenite, which is the disulfide of molybdenum, is considered the most significant molybdenum resource.
How to Conquer the Copper-Molybdenum Separation Challenge: A Deep Dive into Molybdenum Flotation Techniques and Optimization Strategies?
Efficient molybdenum flotation is achieved by using molybdenite’s natural floatability. Precisely controlling conditions is also needed . This especially means using specific reagents to suppress copper minerals. This suppression must not harm molybdenum recovery. This requires careful optimization and understanding of the ore.
Molybdenum Ore
Molybdenum Ore
Molybdenum Ore
This delicate balancing act is the core of copper-molybdenum processing. The process needs careful planning and execution.
Why is Efficient Molybdenum Flotation Crucial for Copper-Molybdenum Ores? (The Key to Value Recovery)
Efficient molybdenum flotation is critical. Molybdenum is often a significant byproduct credit. It substantially boosts the overall project economics. Losing molybdenum to tailings or copper concentrate directly reduces revenue.
Molybdenum-High-Strength-Steel
Molybdenum-Wire-for-Cutting
Molybdenum-Solid-Lubricants
Maximizing Revenue Streams
Many large porphyry copper deposits contain molybdenum alongside copper minerals. Copper might be the primary metal by weight. But molybdenum often has a high price per pound or kilogram. Specialized processing is key to unlocking this value.
Significant Byproduct Value: Recover molybdenum as a separate, high-grade concentrate. This adds a vital secondary income stream. For some mines, molybdenum credits can greatly lower the net cost of producing copper.
Market Demand: Molybdenum is essential. Industries use it for high-strength steel alloys and stainless steel. It is also used in catalysts and special lubricants. A consistent supply of high-quality molybdenum concentrate meets this important industrial demand.
Avoiding Penalties/Losses: Molybdenum can end up in the final copper concentrate. If this happens, copper smelters might charge penalties. If molybdenum is lost to the waste tailings, its value disappears forever. Efficient separation ensures factories capture this value.
Project Viability: Some copper deposits have lower grades. For these deposits, efficient recovery of molybdenum can make a huge difference. It can turn an unprofitable project into a profitable one.
Therefore, optimizing the molybdenum flotation circuit is not just a technical detail. It is a fundamental part of getting the most financial return from a copper-molybdenum ore body. It requires careful planning and the right equipment.
What are the Floatability Characteristics of Molybdenite (MoS₂)? (Why Use Flotation?)
Molybdenite (MoS₂) possesses strong natural floatability. Unlike many sulfide minerals, its surfaces inherently repel water. This allows it to attach readily to air bubbles with minimal chemical help. Flotation is the ideal separation method.
Leveraging Natural Hydrophobicity
Molybdenite’s unique crystal structure causes its flotation behavior. This structure is key to its easy flotation.
Layered Structure: Molybdenite has layers. Molybdenum atoms sit between sulfur atoms in these layers. Strong bonds exist within the S-Mo-S layers. But only weak forces hold the different layers together. These weak forces are called van der Waals forces.
Surface Properties: Molybdenite breaks easily between the layers. This breakage exposes surfaces made mostly of sulfur atoms. These surfaces are non-polar. They naturally repel water (hydrophobic). These surfaces are commonly called the “faces” of the crystal. The broken edges expose both Mo and S atoms. These edges are more polar and less hydrophobic.
Ease of Flotation: A large part of molybdenite’s surface naturally repels water. So, it readily attaches to air bubbles in a Flotation Machine. It usually only needs a simple non-polar oil. This oil is a hydrocarbon collector. It enhances the natural water repellency. This is different from many other sulfides like chalcopyrite (copper iron sulfide). Chalcopyrite needs chemical collectors that react strongly with its surface.
Molybdenite’s natural tendency to float makes froth flotation the best method. It is the most widely used method for concentrating molybdenite. The main challenge is not floating the molybdenite itself. The challenge is stopping other minerals from floating with it. This is especially true for copper sulfides.
Copper-Molybdenum Separation: What is the Biggest Challenge in Molybdenum Flotation? (Analyzing the Core Difficulty)
The core challenge is selectively suppressing the flotation of various copper sulfide minerals. Examples include chalcopyrite, bornite, and chalcocite. This suppression must happen without simultaneously depressing the naturally floatable molybdenite. Achieving this precise selectivity is the central problem.
The Battleground: Copper Suppression
Getting molybdenite to float is usually simple. Often, just adding a bit of oil works. But preventing copper minerals from floating at the same time is the real issue. This is where the expertise lies.
Similar Floatability: Many copper sulfide minerals also float well. Sometimes they respond to the same conditions used for copper flotation earlier in the process. Residual collectors can also make them float.
The Suppression Dilemma: Chemicals called suppressants is needed. These chemicals make the copper minerals hydrophilic (water-loving). Hydrophilic minerals do not attach to air bubbles. Finding suppressants that strongly affect copper but have little effect on molybdenite is difficult. This is the main technical hurdle.
Precision is Key: Copper suppressants are very sensitive. Their effectiveness depends heavily on dosage. It also depends on pH, pulp potential (ORP), and other ions in the water. Adding too much suppressant can easily depress valuable molybdenite. This reduces recovery. Adding too little suppressant allows too much copper into the molybdenum concentrate. This lowers its grade and value.
Focus Shift: Experienced operators know the truth. The real focus in molybdenum flotation isn’t aggressively collecting molybdenum. It is meticulously suppressing copper. Success depends on precise and stable control of the chemical environment. So need to “push down” copper while letting molybdenite float freely.
This delicate balance requires skill. It makes copper-molybdenum separation one of the more complex circuits in mineral processing. It often depends heavily on operator experience and good process control systems.
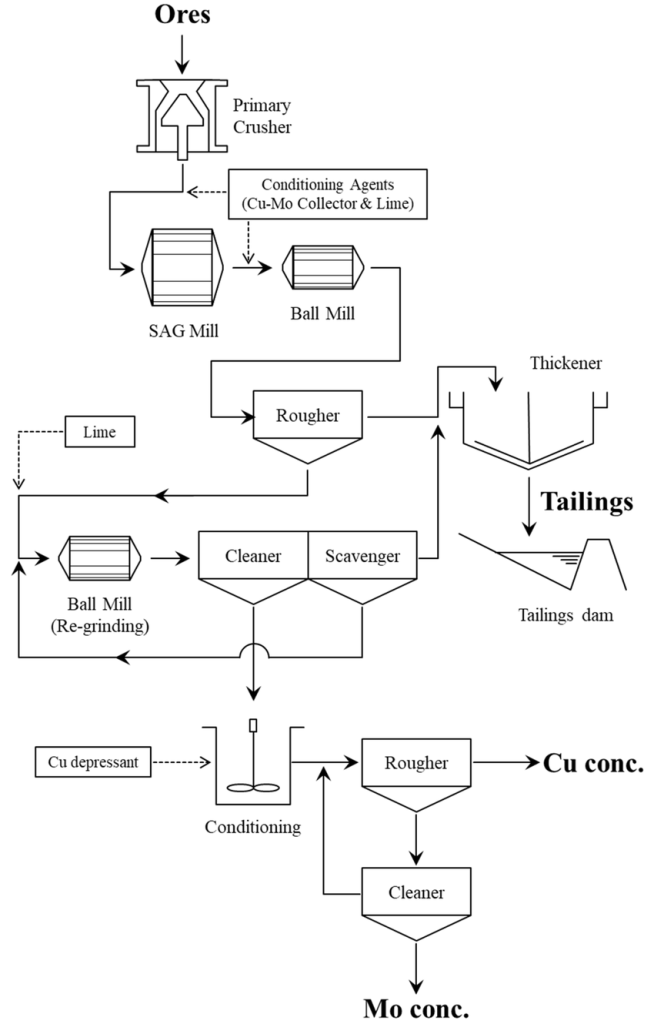
What are the Common Copper-Molybdenum Separation Flotation Flowsheets? (Priority Flotation vs. Bulk Flotation then Separation?)
Two main flowsheet strategies exist. 1. Bulk Flotation: Float copper and molybdenum together first. Then, use a separate circuit to depress copper and re-float molybdenum. 2. Sequential (or Differential) Flotation: Aim to float copper first while depressing molybdenum. Then, float molybdenum from the copper tailings.
Strategic Flowsheet Choices
Choosing between these two main approaches is a major decision. It happens early in the project design. The choice impacts costs, complexity, and how well the separation works. Comparing Major Cu-Mo Flotation Strategies:
Feature
Bulk Flotation → Mo Separation Circuit
Sequential Flotation (e.g., Cu First → Mo Float)
Initial Step
Float Cu + Mo together into one bulk concentrate.
Float Cu concentrate first. Depress Mo (and Pyrite).
Second Step
Depress Cu minerals in the bulk concentrate. Then float Mo.
Float Mo from the tailings of the copper flotation circuit.
Main Mo Circuit Focus
Copper Suppression: This is the critical, sensitive step.
Molybdenum Activation/Collection: Need conditions to float Mo after potential depression in the Cu circuit.
Potential Advantages
Often lower initial capital cost. Fewer initial circuits. Simpler initial bulk flotation control. Can handle variations well sometimes.
Potentially better overall selectivity if Cu/Mo minerals respond very differently. Mo recovery might be higher if Cu depression is hard.
Potential Disadvantages
Mo separation circuit is complex. Needs precise control. Potential for Mo losses if Cu suppression is poor. Requires handling bulk concentrate.
May need more complex reagent schemes for selective Cu flotation. Higher initial circuit complexity/cost. Mo flotation might be harder if over-depressed initially.
Needs robust Flotation Machines, conditioners, maybe regrind mills for both Cu and Mo circuits.
The decision between bulk and sequential flotation depends heavily on several factors:
Mineralogy:Consider how easily depress copper minerals and how molybdenite behaves during copper flotation.
Scale & Economics: Consider the capital and operating costs, and how much complexity needs to handle.
Existing Plant: Consider if add a Mo circuit to an existing Cu plant.
Technical Skill: Consider if have skilled operators for complex circuits.
Neither route is always better. The best choice depends on the specific ore and project. But, the bulk flotation followed by separation route is very common. It is often used for large porphyry copper-molybdenum deposits. ZONEDING provides equipment suitable for either flowsheet.
Choosing the Right Suppressant is Key: How to Effectively Suppress Copper Minerals Without Harming Molybdenum Recovery? (NaHS, Nokes, Organics?)
Common copper suppressants include Sodium Hydrosulfide (NaHS) and Nokes reagent (P₂S₅ + NaOH). Cyanide use is declining due to toxicity. Inorganic sulfide combinations and specialized organic polymers are also used. The best choice depends heavily on the specific copper minerals and ore type. Dosage requires careful testing and control.
Copper-Suppressants-NaCN
Copper-Suppressants-NaHS
The Arsenal of Copper Suppressants
Selecting and controlling the copper suppressant is critical for success. Here are the main options:
How it works: It increases the pulp potential (ORP). It provides sulfide ions (HS⁻, S²⁻). These ions adsorb onto copper mineral surfaces. This makes them hydrophilic (water-loving).
Pros: Often very effective. Works well on secondary copper sulfides like chalcocite. Relatively inexpensive.
Cons: Highly unstable. It breaks down quickly in air and water. Dosage is extremely critical. Small errors can fail to suppress copper. Or they can severely depress molybdenite. It needs precise control. Often linked to online ORP monitoring. It generates toxic H₂S gas if pH drops too low. Requires careful handling.
How it works: It’s a complex mixture. It releases various sulfide species. These are believed to form hydrophilic coatings on copper minerals.
Pros: Can be effective on chalcopyrite and other copper minerals. Sometimes more stable or easier to handle than NaHS alone.
Cons: Preparation involves handling hazardous P₂S₅. Dosage control is still critical. Its effectiveness varies with the ore type.
Cyanide (NaCN / Ca(CN)₂):
How it works: It forms stable complexes with copper ions on mineral surfaces. This makes them hydrophilic. It also depresses pyrite.
Pros: Historically effective. Worked well on chalcopyrite and pyrite.
Cons: Highly toxic. It faces increasing environmental restrictions and bans. It can also depress silver and gold if present. Requires strict safety rules. Its use is rapidly declining in many places.
Organic Suppressants:
How it works: These are various large-molecule polymers. Examples include modified polysaccharides or synthetic polymers. They are designed to selectively adsorb onto copper minerals.
Pros: Can offer better selectivity in some cases. Often less toxic than cyanide. Can be tailored for specific mineral types.
Cons: Can be significantly more expensive. Their effectiveness is highly ore-specific. May require different operating conditions.
Optimization: Finding the best suppressant strategy needs a lot of testing. This includes lab tests and pilot-plant trials. Factors like addition points, conditioning time, and pulp temperature are crucial. Careful monitoring, especially ORP for sulfide reagents, is vital. This ensures stable and selective copper depression. It prevents sacrificing molybdenum recovery.
What Specific Collectors and Frothers Does Molybdenum Flotation Require? (Reagent Combination and Selection)
Molybdenum flotation primarily uses non-polar hydrocarbon oils. Examples include kerosene, diesel, and fuel oil. These act as collectors. They enhance molybdenite’s natural hydrophobicity. Common frothers include alcohols like MIBC or Pine Oil. They create stable bubbles for mineral transport.
Collector-Non-polar-Hydrocarbon-Oils
Frother-Polyglycols
Reagents for Floating Molybdenite
Copper suppression is complex. But the reagents for floating molybdenite are relatively standard. Optimization is still needed, however.
Collectors:
Type: Non-polar hydrocarbon oils are standard. Kerosene, diesel fuel, No. 2 fuel oil are common. Specialized flotation oils or blends are also used. Sometimes heavier oils are included.
Function: These oils adsorb onto molybdenite’s naturally hydrophobic surfaces. They increase its water repellency further. This promotes strong attachment to air bubbles.
Optimization: The type of oil matters. Factors like viscosity, distillation range, and aromatic content are important. How well the oil emulsifies (breaks into tiny droplets) also affects performance. Using a blend of light and heavy oils can help. Using specific emulsifiers can improve dispersion and selectivity. It’s not just “any oil”. Testing is needed. Finding the best type and dosage for a specific ore and water condition is key. The cheapest oil is not always the most cost-effective overall.
Frothers:
Type: Common frothers used in mineral processing work well. Methyl Isobutyl Carbinol (MIBC) and pine oil are frequent choices. Polyglycols (like Dowfroth series) are also used. Cresylic acid is less common now.
Function: Frothers reduce water’s surface tension. This allows stable air bubbles to form when we introduce air. They create a froth layer. This layer is stable enough to carry floated molybdenite particles over the cell lip. But it should break down easily afterward for handling.
Synergy: The collector and frother work together. The collector makes the mineral attach to bubbles. The frother creates the bubbles and the froth layer for transport. The interaction between the oil collector and the frother can also influence bubble size and froth stability.
Dosage control for both collector and frother is important. Too much oil can reduce selectivity. It might float unwanted minerals. Or it might create overly stable froths that are hard to handle. Too little oil results in poor molybdenite recovery. Similarly, frother dosage affects froth structure and carrying capacity. Careful adjustment is always needed.
How is pH Precisely Controlled to Achieve Optimal Copper-Molybdenum Separation? (The Role and Impact of Lime)
pH is a critical control parameter. Typically maintain it in the alkaline range (often pH 8-11). Lime (CaO or Ca(OH)₂) is commonly used. Correct pH helps depress pyrite and some copper minerals. But over-liming (too high pH) can strongly depress molybdenite.
The Role of Alkalinity
Adjusting pH changes the surface chemistry of minerals. It also affects how well reagents work.
Pyrite Depression: Iron sulfides like pyrite (FeS₂) can float to some extent. High pH (alkaline conditions) helps stop this. It promotes the formation of hydrophilic iron hydroxide coatings on pyrite surfaces. These coatings make pyrite less likely to float. Lime is very effective for depressing pyrite.
Copper Mineral Depression: High pH also helps depress certain copper minerals. This is especially true for chalcopyrite (CuFeS₂). It works by forming hydrophilic coatings (like calcium compounds or hydroxides) on their surfaces. This effect works together with specific copper suppressants like NaHS or Nokes reagent.
Molybdenite Behavior: Molybdenite’s floatability is generally less sensitive to pH changes compared to pyrite or chalcopyrite. This is true within a typical operating range (e.g., pH 8-11). However, excessively high pH can significantly depress molybdenite. This might happen above pH 11.5, or sometimes even lower depending on conditions. Over-addition of lime causes this. It is thought that calcium ions (Ca²⁺) or calcium hydroxide precipitates adsorb onto the molybdenite surface. This reduces its natural water repellency.
Reagent Effectiveness: The optimal pH range often matches the range where the chosen copper suppressants work best.
Control Method: Lime (calcium oxide or hydrated lime) is the most common chemical used to increase pH in mineral processing. It is effective and relatively low cost. We typically add it as a slurry. It can be added to the grinding circuit (e.g., Ball Mill) or conditioning tanks (Mixers).
Precise Control: Finding the “sweet spot” for pH is crucial. It needs to be high enough to depress pyrite effectively. It must also aid copper suppression. But it must be low enough to avoid depressing valuable molybdenite. This optimal pH level depends on the specific ore. We must determine it through testing. Maintaining it requires careful lime addition and constant monitoring.
Besides Copper, What Other Interfering Minerals Need Suppression? (e.g., Pyrite, Carbonaceous Material, Talc?)
Besides copper sulfides, other common interfering minerals exist. These include pyrite (iron sulfide). Naturally floating carbonaceous materials (like graphite or organic carbon) are another problem. Talc or other silicate slimes can also interfere. These minerals also require specific suppression strategies.
Managing Unwanted Float Rafters
Achieving a high-grade molybdenum concentrate often means dealing with more than just copper. Strategies for other unwanted minerals are also necessary.
Pyrite (FeS₂): Pyrite can float under certain conditions. As mentioned before, adding lime to raise the pH is the primary way to depress pyrite in Cu-Mo circuits. If pyrite is particularly troublesome, need to consider specific organic depressants as well.
Carbonaceous Material: This is a well-known problem in many porphyry deposits. These ores often contain small amounts of naturally hydrophobic carbon. Examples include graphite, kerogen, or other organic matter. These materials float very easily. They often use the same hydrocarbon oils intended for molybdenite.
Impact: They directly contaminate the molybdenum concentrate. This lowers its grade. They are chemically inert, making them hard to remove later. They tend to build up in the cleaning stages. This makes it difficult to reach high final grades. Identifying and dealing with carbon is vital.
Suppression: Specialized carbon depressants are needed. Examples include modified starches (like dextrin). Certain gums or specific synthetic polymers can also work. These are designed to adsorb selectively onto carbon surfaces. They make the carbon hydrophilic. Recognizing and addressing carbonaceous material early in the flowsheet design is critical. Ignoring it can lead to poor final concentrate quality.
Talc and Other Silicate Slimes: Talc is naturally floatable due to its structure. Other silicate minerals (like clays or micas) can also cause problems. They might get mechanically carried into the froth. Or they can form slimes. These slimes coat mineral surfaces and interfere with flotation.
Suppression: Specific depressants like carboxymethyl cellulose (CMC) or guar gum can suppress talc. Modified starches might also work. Controlling slime generation is important. Proper grinding (Ball Mill operation) helps. Sometimes using dispersants can manage silicate slime issues.
Effective suppression often requires a combination approach. PH control and specific chemical depressants are crucial. These must be tailored to the suite of interfering minerals present in the specific ore.
How Can Process Parameters (Grind Size, Density, Time) Be Optimized to Improve Molybdenum Flotation Performance?
Optimizing grind size is crucial for liberation. Pulp density affects residence time and flow characteristics. Flotation time allows sufficient bubble-particle contact. These parameters are interconnected. Fine-tune them through testing for each specific ore is essential.
Fine-Tuning the Operation
Adjusting physical and operational parameters helps chemical optimization. These adjustments are key to efficient flotation.
Grind Size:
Goal: Grind the ore fine enough. This frees the molybdenite particles from the waste rock. It also frees them from associated copper minerals. Liberation studies (mineralogy) determine the target grind size.
Impact: If the grind is too coarse (under-grinding), recovery suffers. Molybdenite remains locked within other minerals. If the grind is too fine (over-grinding), it can create excessive fines (slimes). Slimes are difficult to float selectively. Over-grinding can also increase reagent consumption. It might negatively impact copper suppression. Finding the optimal grind is key. Equipment like Ball Mills and classifiers like Hydrocyclones or Spiral Classifiers for this are used.
Pulp Density (% Solids):
Goal: Maintain a pulp density that allows good particle suspension. It should ensure efficient bubble-particle collision. It must also provide adequate residence time in the flotation cells.
Impact: If density is too high, the pulp can become too thick (viscous). This hinders bubble movement and mineral transport. It can reduce flotation speed and recovery. If density is too low, the amount of ore processed decreases. Residence time might be too short. This could also hurt recovery. Typical rougher flotation densities might be 30-40% solids. Cleaner circuits often run at lower densities, maybe 10-25% solids.
Flotation Time:
Goal: Provide enough time within the Flotation Machines. Particles need time to collide with air bubbles. They need time to attach. And they need time to be carried into the froth product for collection.
Impact: Not enough flotation time leads to incomplete recovery. Valuable mineral remains in the tailings. Too much flotation time might increase the recovery of unwanted minerals. These could be slowly floating particles like locked grains or poorly suppressed copper/pyrite. This reduces the concentrate grade. Flotation time depends on the feed rate and the total volume of the flotation bank.
Other Parameters: Other factors also influence performance. Aeration rate (how much air we introduce) matters. Froth depth (the thickness of the bubble layer) also needs optimization.
These parameters often depend on each other. Changing the grind size might require adjusting flotation time or reagent dosages. Continuous monitoring is necessary. Adjustments based on plant performance and feed ore changes are vital for sustained optimization.
What Special Flotation Techniques or Reagent Schemes Exist for Fine-Grained or Complex Molybdenum Ores?
For challenging ores, special approaches may be needed. These include staged grinding and flotation. Regrind intermediate products. Using column flotation cells can improve cleaning. Advanced or synergistic reagent schemes might be necessary. Meticulous cleaning circuit design is also key.
Tackling Difficult Ores
When standard methods are not enough, more advanced strategies are needed. These help handle fine particles and complex mineral associations.
Regrinding: Sometimes liberation needs very fine grinding. Or there might be many middlings (partially liberated particles). In these cases, need to take intermediate products (like rougher concentrate or cleaner tailings) to a separate regrind circuit. This circuit uses a Ball Mill or specialized fine grinding mills. Regrinding liberates more minerals. It avoids over-grinding the entire ore stream initially.
Column Flotation: Column cells are tall flotation devices. They provide a deeper froth bed. They also use wash water sprayed onto the froth. This is very effective for cleaning fine particles. It helps reject entrained waste minerals (gangue). Column cells can often produce higher concentrate grades compared to conventional mechanical cells (Flotation Machines). They are often used in the final cleaner stages of the circuit.
Staged Reagent Addition: Instead of adding all chemicals upfront, need to add them at multiple points. Reagents like suppressants, collectors, or frothers can be added along the flotation bank. Or they can be added between stages. This allows for better control and potentially improved selectivity.
Advanced Reagent Schemes: Complex ores might have multiple copper minerals with different behaviors. For these ores, specialized or synergistic reagent combinations are needed. Finding these requires extensive testing. This could involve novel suppressants or complex sequences of activators and depressants.
Optimized Cleaning Circuit Design: Achieving high grades often requires many cleaning stages. Sometimes 5 to 9 stages, or even more, are needed. Simply connecting these stages in series isn’t always the best way. Sophisticated cleaning circuit designs are important. They might involve recirculating intermediate streams. They could have dedicated scavenger circuits for cleaner tailings. Or they might use partial counter-current flows. How the circuit is configured is critical. It helps remove stubborn impurities like fine copper sulfides or carbonaceous material. This is especially true in the final stages. Designing these complex circuits requires significant expertise and often process simulation.
Successfully treating complex ores needs deep knowledge. Understand the ore’s mineralogy and liberation characteristics is important. This knowledge must combine with advanced process design. Sometimes specialized equipment is also necessary.
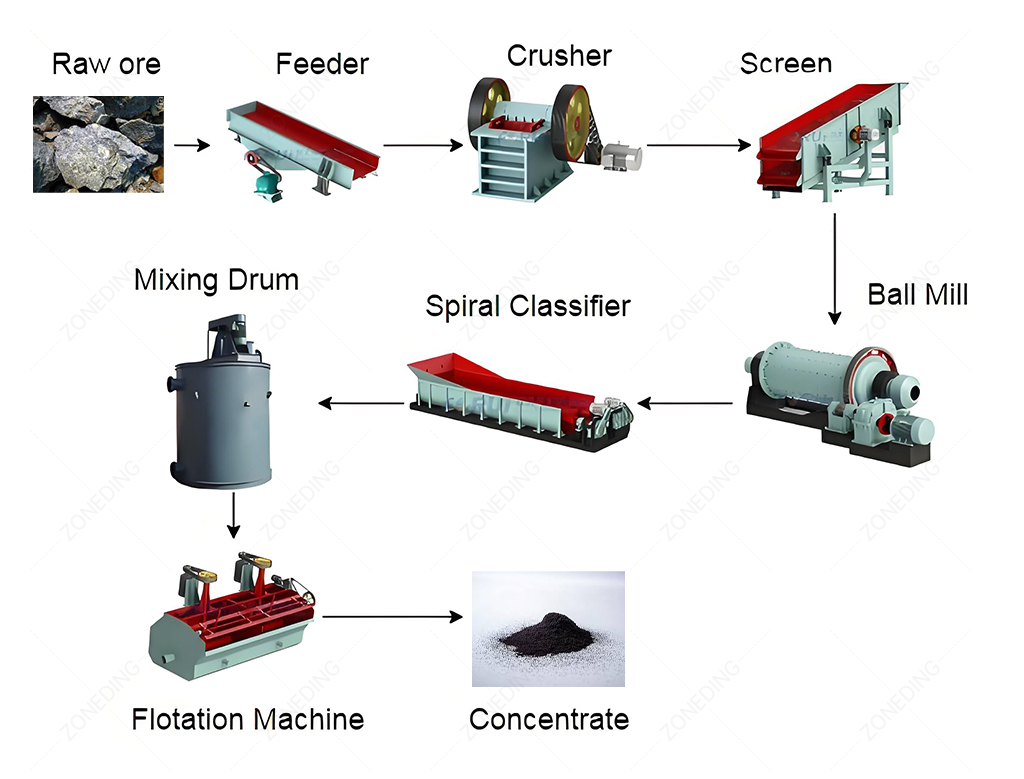
What Key Equipment is Needed for a Molybdenum Flotation Production Line? (Flotation Cell Selection)
A typical circuit requires Crushing Equipment. It needs Grinding Mills (like a Ball Mill, possibly SAG mills). Classifiers like Hydrocyclones are needed. Conditioning Tanks (Mixers) prepare the pulp. Multiple banks of Flotation Machines perform the separation. Thickeners (like ZONEDING’s High Efficiency Concentrator) and Filters dewater products. Precise Reagent systems are also vital.
Create bubbles. Facilitate bubble-particle contact and separation. Different cell designs might be optimal for roughing (high capacity) vs. cleaning (high grade).
Remove water from the final Mo concentrate for transport/smelting. Thicken tailings for disposal or water recovery.
Reagent Systems
Mixing Tanks, Storage Tanks, Dosing Pumps
(Auxiliary systems, ZONEDING can integrate these)
Accurately prepare and deliver precise amounts of various reagents (oils, suppressants, frothers, lime) to different points. Accuracy is vital.
Selecting the right size and type of Flotation Machine is particularly important. Factors include cell volume (which sets residence time). The aeration mechanism matters. Froth removal systems differ. Tank design also plays a role. These choices must be tailored to the specific duty (roughing, cleaning, scavenging). Using reliable, well-built equipment is essential. Experienced manufacturers like ZONEDING provide machines designed for consistent performance in tough mining environments.
What Are Advantages of ZONEDING MACHINE When Choosing Molybdenum Flotation Suppliers?
Choose suppliers with proven, specific experience in copper-molybdenum separation. Evaluate their technical understanding. Consider if they can grasp the nuances of copper suppression,and check their testing capabilities. Ensure reagent quality and consistency. Look for ability to provide tailored solutions and reliable technical support.
Advantages of ZONEDING MACHINE
Specific Cu-Mo Experience: Look for companies with documented success specifically in Cu-Mo flotation. This includes consultants, labs, reagent suppliers, and equipment manufacturers.ZONEDING can provide this case studies relevant to your ore type.
Deep Technical Understanding: ZONEDING can discuss the details , understand copper suppression challenges, know about oil type effects. And be aware of potential carbon issues, understand cleaning circuit strategies and water chemistry impacts. ZONEDING knows the challenges beyond the textbooks.
Laboratory & Pilot Testing: For process development or optimization, ZONEDING ensure they have good labs. ZONEDING must be able to conduct thorough, reliable test work on your specific ore sample.
Reagent Quality & Supply Chain: ZONEDING provides consistent quality. You can check supply chain reliability and technical support for their products.
Customized Solutions: Avoid suppliers offering only standard solutions. ZONEDING will tailor recommendations. This includes flowsheets, reagent schemes, and equipment selection. ZONEDING’s recommendations can be based on detailed analysis of your specific ore and goals. ZONEDING emphasizes its customization capabilities.
Understanding Economics: A good partner knows the goal isn’t just the highest possible grade. It’s the best economic outcome. ZONEDING can discuss the trade-offs between grade and recovery and can help find the optimal balance based on metal prices and smelter contracts.
Long-Term Support: Flotation circuits need ongoing monitoring and optimization. ZONEDING can offer continuing technical support, troubleshooting help and potentially operator training. ZONEDING can understand factors like water quality changes and adapts requires ongoing partnership.
ZONEDING MACHINE is your reliable supplier.
Conclusion
Mastering copper-molybdenum separation via flotation is a complex technical challenge. Success hinges on precise control, especially effective copper suppression. It requires careful reagent selection, parameter optimization, and reliable equipment like that offered by ZONEDING for your processing line.
How we use cookies
We use cookies to ensure that we give you the best experience on our website. If you continue to use this site we will assume that you are happy with it.
Privacy Policy
Send us a message
We would love to hear from you
Submit your question and our team will respond to the email provided as soon as possible.



















 Zoneding Machine
Zoneding Machine














