Gold CIL Plant: From Process Principles to High-Efficiency Operations
The Carbon-in-Leach (CIL) process simultaneously dissolves gold using a lixiviant (like cyanide) and adsorbs it onto activated carbon within the same tanks. This integration streamlines the gold recovery flowsheet.
What is the Gold CIL (Carbon-in-Leach) Process? Why is it So Common?
CIL integrates gold leaching and adsorption into a single stage using agitated tanks where ore slurry, cyanide solution, and activated carbon are mixed. Its efficiency and relative simplicity make it widely adopted.
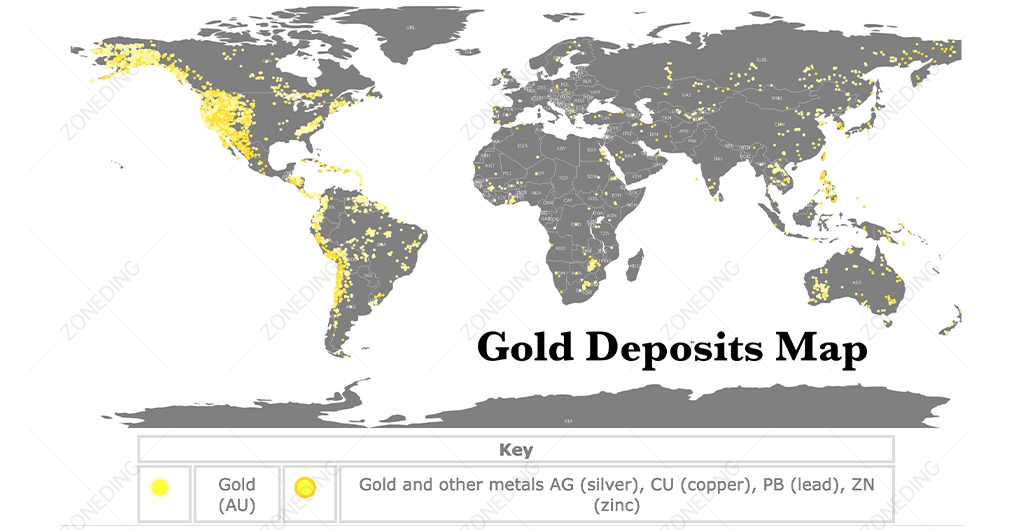
Global-Gold-Distribution-Map
The Carbon-in-Leach process holds a significant position in the gold mining industry for several compelling reasons.
CIL (Carbon In Leach) is the carbon leaching method for gold extraction. Normally the CIL process can concentrate gold from 2.5–3.5 g/t in ore to 2000 to 6000 g/t on carbon.
CIL gold process is suitable for beneficiating oxidized gold ore with low sulfur and mud content. It is unsuitable for the gold ore with high-grade silver. It is characterized by less process flow, low investment cost, short infrastructure construction time, few production links, and small footprint.
Why It’s Favored
Efficiency: Combining steps reduces the overall plant footprint and potentially the capital cost compared to separating leaching and adsorption into distinct stages (like in Carbon-in-Pulp, or CIP).
Handling Preg-Robbers: For ores containing natural carbonaceous material (“preg-robbers”) that can adsorb dissolved gold, CIL offers an advantage. The added activated carbon competes effectively for the dissolved gold, minimizing losses to the ore’s native carbon.
Simplicity: While requiring careful control, the integrated nature simplifies the flowsheet compared to older methods like zinc precipitation (Merrill-Crowe), especially for lower-grade ores or smaller operations.
Wide Applicability: It works well for many ore types where gold is readily leachable after sufficient grinding.
ZONEDING MACHINE provides robust equipment like Mixer tanks (agitators) and other essential components designed for the demanding environment of CIL circuits.
Which Types of Gold Ore are Best Suited for CIL Processing?
Thinking CIL might be right for your project? Not all gold ores are created equal. Which characteristics make an ore a good candidate for Carbon-in-Leach treatment?
CIL is best suited for ores where gold is fine-grained, well-liberated by grinding, readily leachable in cyanide, and doesn’t contain excessive cyanide-consuming minerals or severe preg-robbing components that overwhelm activated carbon.
Ore Properties Dictate Suitability
The decision to use CIL hinges critically on the ore’s characteristics, determined through detailed mineralogical analysis and metallurgical test work.
Key Factors
Gold Liberation: The primary requirement is that the gold particles can be physically exposed (liberated) from the surrounding waste minerals (gangue) through grinding. CIL typically requires a fine grind (e.g., 80% passing 75-100 microns) to achieve sufficient liberation. Ores needing ultra-fine grinding might require specialized circuits.
Gold Particle Size: CIL is highly effective for fine gold. Very coarse gold particles (>150-200 microns) may leach too slowly for economical recovery within typical CIL residence times. Such ores often benefit from incorporating a gravity recovery circuit (using jigs, spirals, or centrifugal concentrators) ahead of CIL to remove coarse gold first.
Leachability: The gold must readily dissolve in the chosen lixiviant (usually cyanide) under practical conditions (pH, oxygen levels, time). Some gold occurrences, like tellurides or gold locked within certain sulfide minerals (e.g., arsenopyrite), are refractory and may require pre-treatment (like roasting, pressure oxidation, or ultra-fine grinding) before CIL can be effective.
Cyanide Consumers: Minerals like copper sulfides, pyrrhotite, or arsenic minerals can consume large amounts of cyanide, increasing operating costs significantly. High levels might make CIL uneconomical without pre-treatment or alternative flowsheets.
Preg-Robbing Potential: As mentioned, ores with natural carbonaceous material can adsorb dissolved gold. Moderate preg-robbing can often be managed in a CIL circuit by maintaining adequate activated carbon concentrations. Severe preg-robbing might require pre-treatment (like roasting or chemical blinding) or alternative methods like Resin-in-Leach (RIL).
Grinding Requirements
The target grind size is determined by liberation studies during test work. The Crushing Equipment and Grinding circuits (Ball Mill, Rod Mill) must reliably produce material at the required fineness (P80) for optimal leaching. Insight: However, simply achieving a P80 target isn’t enough. Over-grinding can create excessive fines (slimes), increasing slurry viscosity, hindering oxygen transfer, and potentially causing downstream issues. The grinding circuit must be optimized specifically for CIL performance.
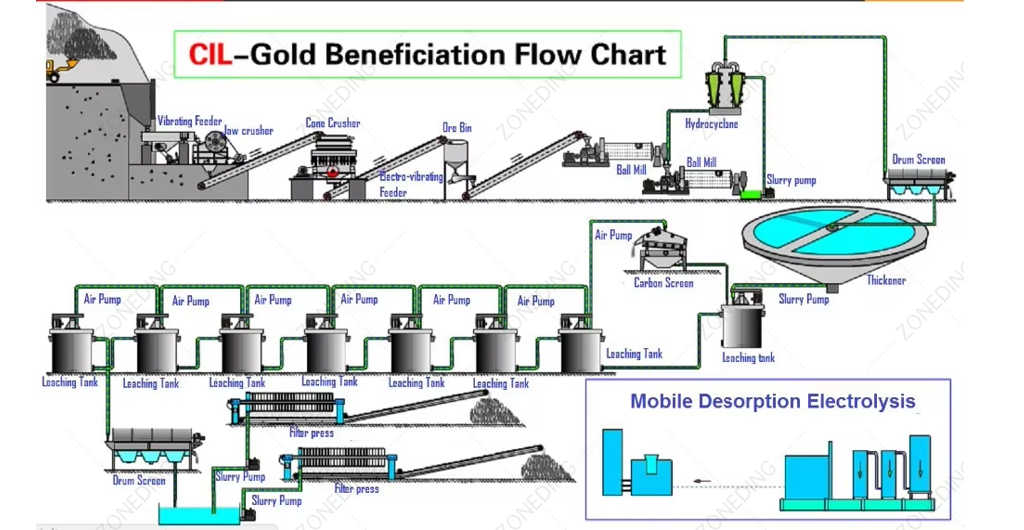
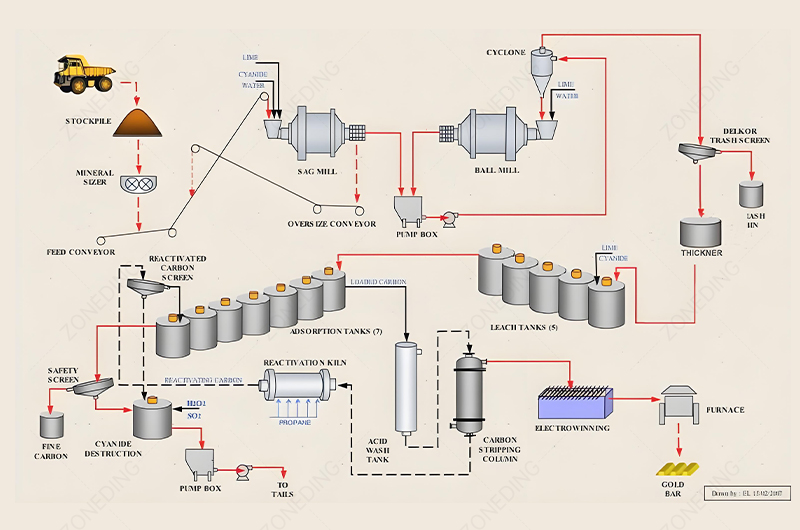
What are the Core Process Steps in a Complete Gold CIL Plant?
Goal: Further reduce particle size in a water slurry to liberate gold minerals.
Equipment: Typically uses Ball Mills (or sometimes Rod Mills followed by Ball Mills) operating in closed circuit with Hydrocyclone classifiers. Cyclones separate fine particles (overflow) from coarse particles (underflow), which are returned to the mill.
3. Thickening and Slurry Preparation
Goal: Adjust the water content of the ground slurry to achieve the optimal density (typically 45-55% solids) for leaching and adsorption.
Equipment: High Efficiency Concentrators (Thickeners) remove excess water, which is often recycled back to the grinding circuit. Slurry then flows to conditioning/surge tanks.
4. CIL Leaching and Adsorption
Goal: Dissolve gold using cyanide (or alternative) and capture it onto activated carbon simultaneously.
Equipment: A series of large, agitated Mixer tanks (CIL tanks). Slurry flows sequentially through the tanks. Cyanide and oxygen (via compressed air) are added. Activated carbon is added to the last tank and moves counter-current to the slurry flow, becoming progressively loaded with gold. Interstage screens between tanks retain carbon within each tank while allowing slurry to pass.
5. Carbon Handling and Recovery
Goal: Recover the gold-loaded carbon, strip the gold off it, and regenerate the carbon for reuse.
Steps:
Carbon Extraction: Loaded carbon is pumped from the first CIL tank and screened.
Elution (Stripping): Gold is stripped from the carbon using a hot caustic/cyanide solution under pressure (e.g., Zadra or AARL process).
Electrowinning: Gold is plated onto cathodes (e.g., steel wool) from the rich elution solution in electrowinning cells.
Carbon Regeneration: Stripped (“barren”) carbon is reactivated by acid washing (removing inorganic scale) and thermal regeneration in a kiln (burning off organic contaminants) before being returned to the CIL circuit.
6. Smelting
Goal: Produce doré bars (a semi-pure gold-silver alloy).
Equipment: Gold sludge from electrowinning cathodes is filtered, dried, mixed with fluxes, and melted in a furnace.
7. Tailings Disposal and Water Management
Goal: Safely dispose of the processed waste slurry (tailings) and manage process water.
Equipment: Tailings slurry from the last CIL tank is often treated to destroy residual cyanide (Cyanide Destruction circuit). It may be thickened further before being pumped to a Tailings Storage Facility (TSF). Water recovered from thickeners and the TSF is recycled back into the process to minimize fresh water consumption.
How Does the Core CIL Principle – Leaching and Adsorption in the Same Tank – Actually Work?
CIL tanks use mechanical agitation to keep ore slurry suspended, allow cyanide and oxygen to dissolve gold, and ensure activated carbon contacts the dissolved gold for adsorption. Interstage screens manage carbon flow.
The Mechanics Within the Tank
The CIL tank is where the critical reactions occur, orchestrated by careful design and operation:
Tank & Agitator Design
CIL tanks are typically large, cylindrical, open-topped vessels arranged in a train (series).
Each tank is equipped with a powerful Mixer (agitator). Insight: Agitation is crucial not just for mixing, but for keeping solids suspended (preventing sanding), dispersing injected air/oxygen effectively throughout the slurry volume, and ensuring good contact between slurry particles, chemical reagents, and carbon granules. Impeller design (e.g., hydrofoils) and power input are optimized for these tasks. Poor agitation creates dead zones and hinders both leaching and adsorption.
The Chemical Environment
Leaching: Cyanide solution (typically sodium cyanide, NaCN) is added, along with an alkali like lime (CaO or Ca(OH)₂) to maintain a protective alkaline pH (usually 10.5-11.0). Insight: Correct pH is vital to prevent the formation of highly toxic hydrogen cyanide (HCN) gas. Oxygen, essential for the gold leaching reaction, is introduced, often via compressed air sparged near the bottom of the tank.
Adsorption: Activated carbon granules (typically 1-3 mm size, made from coconut shell or other materials) are added. These granules have a vast internal surface area with pores that readily adsorb the dissolved gold cyanide complex .[Au(CN)₂]⁻
Dynamic Flow
Slurry Flow: The ground ore slurry flows continuously from one tank to the next down the train by gravity or pumping.
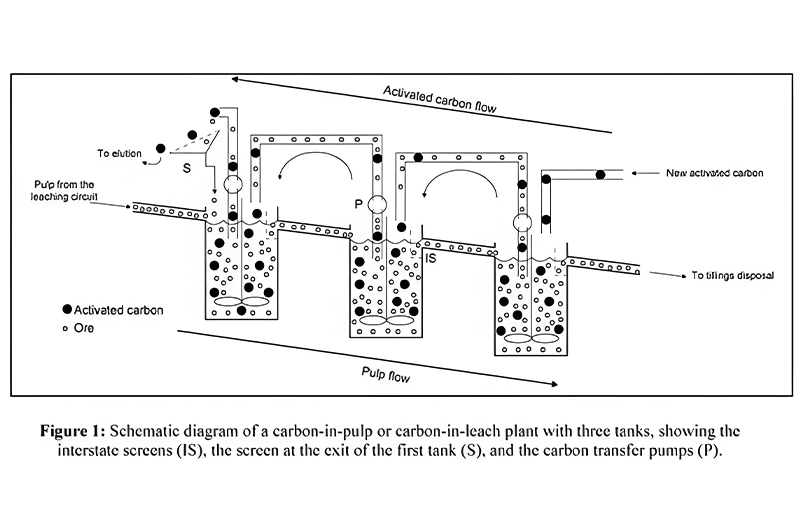
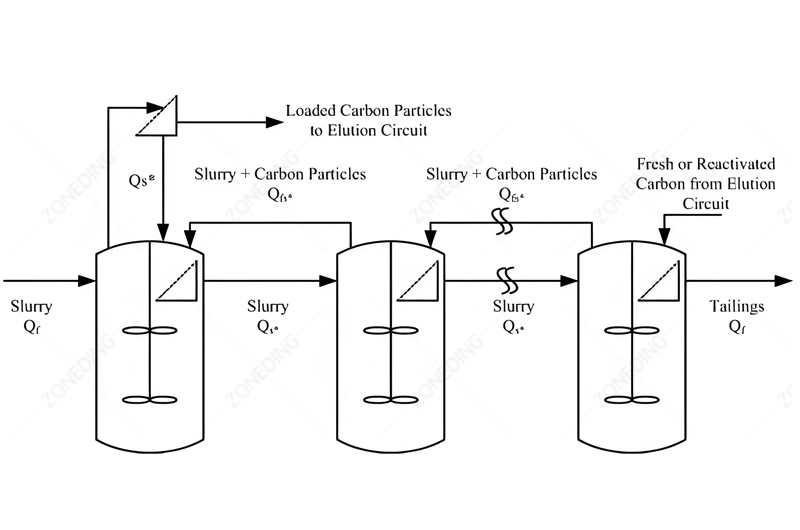
Carbon Flow: Fresh or regenerated (“barren”) carbon is added to the last tank in the train. It is periodically moved counter-current to the slurry flow, usually by pumping batches of slurry+carbon from a later tank to the preceding one. This counter-current movement ensures that the highest-grade dissolved gold solution (in the first tanks) meets the most heavily loaded carbon, while the lowest-grade solution (in the last tanks) meets the most active, barren carbon, maximizing loading efficiency and minimizing gold loss in the final solution.
Interstage Screens: Screens (often cylindrical or linear types) are positioned at the overflow of each tank. They have apertures small enough to retain the coarser carbon granules within the tank while allowing the much finer ore slurry particles and solution to pass through to the next tank. Insight: These screens are critical but prone to blinding (clogging) and wear, representing a key maintenance challenge. Effective upstream trash removal is vital.
CIL vs. CIP (Carbon-in-Pulp): What’s the Difference and How Do I Choose?
The main difference is timing: CIL combines leaching and adsorption in the same tanks. CIP performs leaching first in dedicated tanks, followed by adsorption onto carbon in separate tanks.
CIL-Carbon-in-Leaching-Plant
CIP-Carbon-in-Pulp-Plant
Differentiating CIL and CIP
While both use activated carbon to recover gold from a leached slurry (pulp), the sequence differs:
Key Differences Summarized
Feature
CIL (Carbon-in-Leach)
CIP (Carbon-in-Pulp)
Core Principle
Leaching & Adsorption Simultaneous
Leaching First, then Adsorption
Tank Setup
Single train of combined Leach/Adsorb tanks
Separate Leach tanks + separate Adsorb tanks
Capital Cost
Generally Lower (fewer total tanks)
Generally Higher (more tanks overall)
Gold Inventory
Potentially Higher dissolved gold in tanks
Lower dissolved gold (adsorbed faster)
Preg-Robbing
Better inherent handling
May require more carbon or pre-treatment
Control
Can be simpler (fewer distinct circuits)
Allows separate optimization of Leach & Adsorb
Coarse Gold
Less ideal (slow leaching limits cycle)
More tolerant (leach time not tied to adsorb)
Process Stability
Generally robust
Generally robust
How to Choose?
Choose CIL if:
The ore exhibits moderate preg-robbing characteristics.
Capital cost minimization is a primary driver.
Leaching kinetics are relatively fast, matching practical adsorption times.
Operational simplicity is desired.
Choose CIP if:
Leaching requires significantly longer residence time than adsorption (e.g., slower leaching ores). Separating allows optimizing leach time independently.
There is minimal preg-robbing, so the benefit of immediate adsorption is less critical.
You need very low final solution gold values, potentially achievable with dedicated adsorption tanks.
The ore contains significant coarse gold that benefits from extended leaching before carbon contact.
You prefer distinct control over the leaching and adsorption steps.
Insight: Often, the choice comes down to detailed metallurgical test work results, specific ore characteristics (especially preg-robbing intensity and leach kinetics), and project economics. Sometimes hybrid circuits or variations are also considered. ZONEDING can supply the core equipment, including tanks and agitators, suitable for either CIL or CIP configurations.
What Key Equipment is Needed for an Efficient CIL Plant? What are Selection Points?
Planning to build or upgrade a CIL plant? Knowing the essential equipment and how to select the right specifications is crucial for efficiency and reliability.
Key CIL equipment includes Crushers, Mills, Thickeners, CIL Tanks (with agitators & screens), Carbon Regeneration Kilns, Elution Columns, Electrowinning Cells, and Smelting Furnaces. Selection requires matching capacity, material compatibility, and efficiency.
Selection: Must reliably achieve the target P80 grind size determined by metallurgical testing. Capacity needs to match the desired plant throughput. Robust construction is needed for abrasive ores. ZONEDING offers a full range of reliable Crushing Equipment and grinding mills.
Selection: Thickener diameter sized based on slurry settling rate and required underflow density (typically 45-55% solids for CIL). Rake mechanism must handle the expected torque. Pumps must handle abrasive slurry at the target density.
CIL Leach/Adsorption Tanks
Equipment: Series of agitated Mixer tanks, Interstage Screens.
Selection:
Volume/Number: Determined by required residence time (often 18-30 hours) and plant throughput. Typically 6-10 tanks in series.
Agitators: Sized to provide sufficient power (kW/m³) for solids suspension and oxygen dispersion. Impeller design optimized for CIL duty.
Interstage Screens: Critical component. Selection based on aperture size (to retain carbon), capacity (slurry flow), resistance to blinding and wear. Types include linear, vibrating, or cylindrical (e.g., Kemix, Delkor). Insight: Under-specifying screens leads to operational nightmares (carbon loss, bypass).
Carbon Regeneration System
Equipment: Acid Wash Columns (stainless steel or lined), Dewatering Screen, Rotary Kiln (indirectly fired), Quench Tank, Fines Removal Screen.
Selection: Kiln capacity must match the rate of carbon circulation. Must achieve required temperature (650-750°C) and atmosphere control to effectively reactivate carbon. Insight: Efficient regeneration is vital for maintaining high gold adsorption activity and minimizing required carbon inventory.
Selection: Sized based on carbon stripping rate and expected gold loading. Materials must withstand hot caustic/cyanide solutions. Electrowinning cell capacity sized for expected gold throughput.
Selection: Furnace capacity based on expected gold sludge quantity and desired batch frequency.
What Key Design Parameters Need Optimization in a CIL Plant?
Designing a CIL circuit involves more than just selecting equipment. Which operating variables must be carefully chosen and controlled to maximize gold extraction
Key parameters include grind size, leach residence time, slurry density, cyanide concentration, protective alkali (pH) level, dissolved oxygen level, carbon concentration, carbon activity, and agitation intensity.
Effect-of-Grind-Size
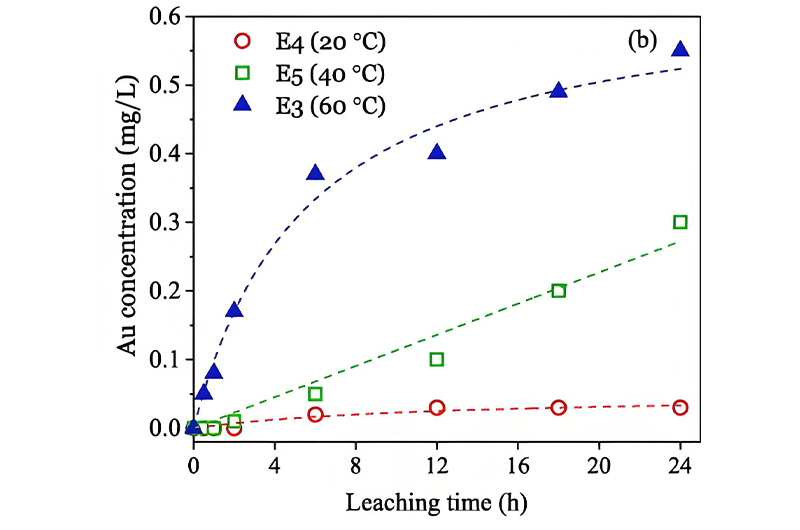
Effect-of-Temperature
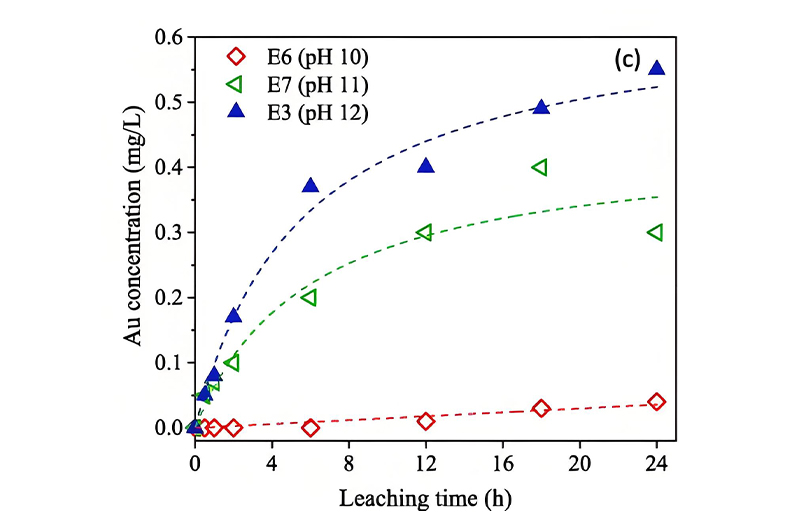
Effect-of-Protective-Alkali-Level(PH)
Fine-Tuning for Performance
Optimizing these parameters, based on thorough test work and operational data, is crucial:
Grind Size (P80) & Liberation
Determined by test work to achieve adequate gold exposure. Too coarse = poor recovery; too fine = wasted energy, potential slime issues. Insight: Requires balancing liberation against grinding cost and potential downstream impacts.
Residence Time
Total time slurry spends in the CIL tanks. Determined by tank volume and flow rate. Must be sufficient for leaching and adsorption kinetics. Typical range: 18-30 hours.
Slurry Density (% Solids)
Affects reagent concentrations, pulp viscosity, and oxygen transfer. Usually targeted at 45-55% solids. Higher density reduces tank volume needed but can hinder mixing and oxygen mass transfer.
Cyanide & Alkali Concentrations
Cyanide (e.g., NaCN) concentration needs to be sufficient for leaching kinetics but minimized to reduce cost and environmental impact (typically 100-500 ppm NaCN, depending on ore).
pH maintained at 10.5-11.0 using lime to prevent HCN gas. Insight: Tight pH control is critical. Over-liming (>11.5) can cause scaling and hinder leaching; under-liming risks safety and increases cyanide loss. Automated control often beneficial.
Dissolved Oxygen (DO)
Essential for the leaching reaction. Target levels often >6-8 ppm, especially in early tanks. Insight: Oxygen is frequently the limiting factor, not cyanide. Simple air sparging may be insufficient. Monitor DO profiles within tanks. Oxygen enrichment (using pure O₂) in early tanks can significantly boost recovery for some ores.
Carbon Management
Concentration: Amount of carbon in tanks (g/L of slurry). Typically 15-50 g/L. Needs to be sufficient to maintain a low dissolved gold concentration in solution leaving the circuit.
Activity: The capacity of the carbon to adsorb gold. Must be maintained through effective regeneration. Low activity requires higher concentrations, increasing gold lock-up.
Particle Size: Needs to be coarse enough to be retained by screens but fine enough for good kinetics.
Agitation Intensity
Measured by agitator power input (kW/m³). Must be sufficient to keep solids suspended and disperse oxygen but not so excessive that it causes high carbon attrition (breakage into fines).
Optimization involves finding the economic sweet spot for these parameters based on ore characteristics and plant performance.
How to Manage and Optimize CIL Plant Operations for Higher Recovery and Lower Costs?
Running a CIL plant efficiently day-to-day requires constant attention. How can operators monitor performance, troubleshoot problems, and continuously improve gold recovery while controlling expenses?
Effective management involves diligent monitoring of key parameters, proactive carbon management (activity, losses), swift troubleshooting of issues (screen blinding, pump failures), managing preg-robbing, and optimizing reagent consumption.
Achieving Operational Excellence
Smooth, profitable operation relies on proactive management and problem-solving:
Monitoring and Control
Regularly sample and assay key streams: feed slurry, tank profiles (dissolved gold, gold on carbon), final tailings (solution and solids), carbon inventory.
Use control systems (PLCs, SCADA) to maintain stable operation and automate dosing where feasible.
Carbon Management Strategy (Insight!)
Activity Monitoring: Regularly test regenerated carbon activity. Optimize regeneration kiln temperature and residence time.
Attrition Control: Select durable carbon. Monitor agitation intensity. Quantify carbon fines losses via tailings screening – Insight: Carbon losses via fines can be a significant hidden gold loss. Adjust operations or carbon type if losses are high.
Inventory Management: Maintain appropriate carbon levels in each tank. Ensure efficient counter-current transfer. Minimize inactive carbon inventory to reduce gold lock-up.
Troubleshooting Common Issues
Interstage Screen Blinding/Wear:Insight: A major operational headache. Implement effective upstream trash removal. Schedule regular screen inspections and replacements. Consider different screen types if blinding persists.
Pump/Pipeline Blockages: Maintain correct slurry density. Monitor pump performance. Have procedures for clearing blockages safely.
High Barren Solution Gold: Indicates issues with carbon quantity, activity, residence time, or short-circuiting. Investigate carbon management.
High Tailings Gold (Solids): Indicates incomplete leaching (liberation, residence time, reagent issues) or adsorption problems.
Handling Preg-Robbing (Insight!)
If ore variability introduces preg-robbing:
Monitor its effect using diagnostic tests.
Increase carbon concentration in early tanks.
Consider adding sacrificial carbon or blinding agents (e.g., kerosene, diesel – use with caution and proper controls).
Ensure highly active regenerated carbon enters the circuit.
Cost Reduction Strategies
Optimize Cyanide/Lime: Dose based on need (monitor levels), avoid overdosing. Ensure efficient mixing.
Optimize Oxygen: Ensure efficient air dispersion; consider targeted oxygen injection only where needed most.
Energy Efficiency: Optimize grinding circuit, use variable speed drives where appropriate, maintain equipment.
What are the Key Safety and Environmental Management Focus Areas for CIL Plants?
Operating with hazardous materials like cyanide demands rigorous safety protocols. What are the primary environmental and safety concerns associated with CIL plants?
The top priorities are safe handling and management of cyanide (storage, use, destruction, emergency response), secure and stable tailings disposal, and compliant treatment of process water effluent.
Responsibility in Operations
Safe and environmentally sound practices are non-negotiable:
Cyanide Management
ICMI Code: Many mines adhere to the International Cyanide Management Code, which outlines best practices for transport, storage, handling, use, and emergency response.
Storage & Handling: Secure, bunded storage areas. Dedicated, trained personnel. Proper PPE (Personal Protective Equipment). Strict procedures for mixing and dosing.
Emergency Response: Readily available safety equipment (showers, antidotes where permitted/appropriate). Well-rehearsed emergency plans for spills or exposure.
Cyanide Destruction:Insight: A critical step. Residual cyanide in tailings slurry must be destroyed to environmentally safe levels before discharge to the tailings facility. Common methods include INCO SO₂/Air, Caro’s Acid (H₂SO₅), Hydrogen Peroxide (H₂O₂). The choice depends on regulations, cost, and efficiency.
Tailings Storage Facility (TSF) Management
Design & Construction: Must be engineered for long-term physical stability (preventing dam failure) and geochemical stability (preventing long-term contaminant release).
Operation: Careful deposition planning, water management within the TSF (maintaining safe pond levels), ongoing monitoring of dam integrity and water quality.
Closure & Reclamation: Planning for long-term stability and revegetation after mining ceases.
Water Management & Discharge
Maximize water recycling within the plant to minimize fresh water intake and effluent discharge.
Treat any water discharged to meet stringent environmental standards for cyanide, heavy metals, and suspended solids.
Monitor groundwater around the plant and TSF.
Worker Health & Safety
Beyond cyanide, manage risks from dust, noise, moving machinery (lockout/tagout), working at heights, confined spaces, and electrical hazards. Implement comprehensive OHS management systems.
How to Choose a Reliable CIL Plant Equipment Supplier or EPC Provider?
Selecting the right partner to supply equipment or build your CIL plant is critical. What factors should you consider when evaluating potential suppliers or EPC contractors?
Look for proven experience specifically with CIL plants, strong technical expertise (process design, metallurgy), high-quality and durable equipment manufacturing, comprehensive support (commissioning, spares), and transparent project management capabilities.
Importance of Customization
Avoid suppliers offering only standard, off-the-shelf solutions. A reliable partner like ZONEDING will work with you to understand your ore and project requirements, ensuring the plant design and equipment selection are optimized for your specific needs.
Conclusion
The CIL process is a powerful tool for gold recovery, but efficiency demands careful design, robust equipment, diligent operation, and strict safety protocols. Understanding its nuances, from oxygen needs to carbon management, is key. ZONEDING MACHINE provides reliable equipment and technical support for your CIL plant needs.
How we use cookies
We use cookies to ensure that we give you the best experience on our website. If you continue to use this site we will assume that you are happy with it.
Privacy Policy
Send us a message
We would love to hear from you
Submit your question and our team will respond to the email provided as soon as possible.








 Zoneding Machine
Zoneding Machine