Copper ore beneficiation process usually adopts crushing, grinding, gravity separation, flotation, magnetic separation and other methods for separation. The selection of specific copper ore processing plants and equipment is mainly designed according to the different types of copper ore and the needs of customers.
Demystifying Copper Processing Plants: Your Complete Guide from Ore to Concentrate/Cathode?
A copper processing plant uses machines and chemicals to crush rock, then separate copper minerals. Sulfide ores are floated, while oxide ores are dissolved and recovered electrically. This creates copper concentrate or pure cathode copper.
Copper-Processing-Plant
Understanding the journey from raw ore to a final copper product is key.
What is a copper processing plant? (How does it turn stones into valuable copper?)
A copper plant is a factory using physical and chemical methods. It takes low-grade ore, crushes and grinds it, then separates copper minerals to make a high-grade product (concentrate or cathode).
Raw-Copper-Ore
Copper-Concentrate-Powder
Think of a copper processing plant, often called a concentrator or mill, as a large-scale separator. The goal is to take ore containing only a small percentage of copper (often less than 1%) and upgrade it significantly. This involves several key steps that ZONEDING can provide equipment for.
The Basic Steps
Liberation: First, the ore rock must be broken down. This frees the tiny copper mineral particles from the surrounding waste rock (gangue). This involves crushing and grinding. Need to make the particles small enough so that copper minerals are mostly separate from non-copper minerals.
Separation: Once liberated, need to separate the valuable copper minerals. The method depends heavily on the type of ore (sulfide or oxide), which need to discuss next. For sulfides, flotation is common. For oxides, leaching is typical.
Concentration/Recovery: The separated copper minerals are collected. This results in either a copper concentrate (a powder rich in copper minerals, typically 20-40% Cu) or, in the case of some oxide processing routes (SX-EW), pure copper metal sheets (cathodes, >99.9% Cu).
Dewatering: Water used in the process is removed from the final product using thickeners (High Efficiency Concentrator) and filters.
Why Bother?
Directly smelting low-grade ore is usually uneconomical due to the massive amount of energy needed to melt the waste rock. Concentrating the copper first significantly reduces the volume sent to a smelter (for concentrates) or produces pure metal directly (for cathodes), making the overall process economically viable. ZONEDING equipment, from Crushing Equipment to flotation cells, plays a vital role in these stages.
Is My Copper Ore Sulfide or Oxide?(Copper Ore Type) Why the Processing Route is Totally Different?
Sulfide ores (like chalcopyrite) need flotation. Oxide ores (like malachite, azurite, chrysocolla) need leaching (dissolving) and SX-EW. The mineral chemistry dictates the entirely different processing methods.
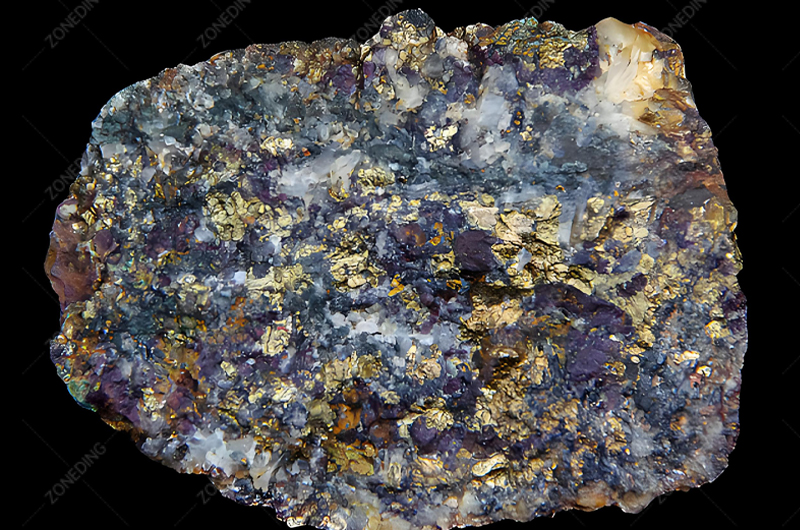
Sulfide-Copper-Minerals
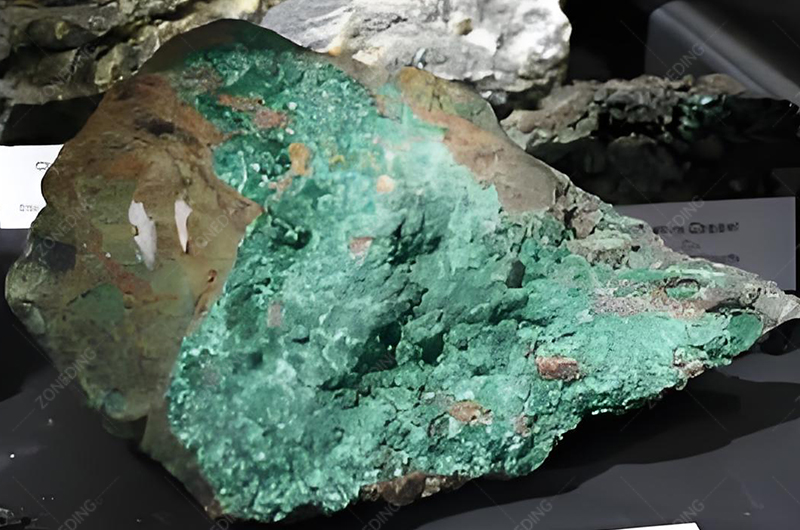
Oxide-Copper-Minerals
Copper ores are broadly classified into two main types based on their mineralogy: sulfide ores and oxide ores. This distinction is the most critical factor determining the processing flowsheet. They cannot be treated the same way.
Sulfide Ores: The Deep Ones
These are typically found deeper underground, having been protected from weathering. The copper exists combined with sulfur. Common sulfide minerals include:
Chalcopyrite (CuFeS₂) – The most common copper mineral globally.
Bornite (Cu₅FeS₄)
Chalcocite (Cu₂S)
Covellite (CuS) These minerals don’t dissolve easily in weak acids but respond well to a process called froth flotation.
Oxide Ores: The Weathered Ones
These ores are usually found closer to the surface where the original sulfide minerals have been exposed to air and water over geological time. The copper is combined with oxygen, carbonate, silicate, or sulfate. Common oxide minerals include:
Malachite (Cu₂(OH)₂CO₃) – Green color
Azurite (Cu₃(OH)₂ (CO₃)₂) – Blue color
Chrysocolla (CuSiO₃·nH₂O) – Blue/green silicate, often difficult to treat.
Cuprite (Cu₂O) These minerals generally don’t float well but can be dissolved using acidic solutions (leaching).
Why Geometallurgy is Critical
Crucially, just knowing “sulfide” or “oxide” isn’t enough. Orebodies are rarely uniform. You might have zones of high sulfides, zones of oxides, mixed zones, variations in hardness, clay content, or problematic impurities (like arsenic). Simply testing a few samples and designing a plant based on the “average” is incredibly risky. You must understand the variability across the entire orebody before finalizing the process. This involves detailed sampling and testing of different ore types to build a geometallurgical model. This model predicts how different parts of the orebody will behave in the plant, guiding process design and equipment selection (like choosing between different Crushing circuits or flotation reagents) to handle the expected variations. Ignoring this variability is a common reason why projects underperform.
How does the flotation process work for sulfide copper ores?
Flotation uses air bubbles in a water/ore slurry. Chemicals make sulfide copper minerals stick to bubbles, floating them to the surface for collection. Other minerals (waste) are left behind.
Froth-Flotation-Work-Principle
Froth flotation is the workhorse for concentrating sulfide copper ores. It cleverly exploits differences in surface properties between the valuable copper sulfide minerals and the unwanted gangue minerals (like quartz, feldspar, or pyrite). Here’s a breakdown:
Creating the Right Environment
Grinding: The ore is ground finely in water using mills like Ball Mills or SAG mills to liberate the copper minerals. This creates a slurry or pulp.
Pulp Chemistry Adjustment: Chemicals are added to the pulp in Mixer tanks (conditioners) to control the chemical environment.
pH Modifier: Lime (calcium hydroxide) is commonly added to raise the pH (typically to 9-11.5). This helps depress iron sulfides like pyrite.
Collectors: These chemicals selectively adsorb onto the surface of the copper sulfide minerals, making them water-repellent (hydrophobic). Xanthates and dithiophosphates are common collector types.
Frothers: Chemicals like MIBC or pine oil are added to create stable air bubbles.
Depressants: Sometimes, chemicals are needed to prevent other unwanted sulfides (like pyrite, or sometimes molybdenite if not recovered separately) from floating. Lime is the main pyrite depressant, but others might be used.
The Flotation Cell Action
The conditioned pulp flows into Flotation Machines. These are tanks designed to:
Keep the solids suspended in the water.
Introduce fine air bubbles into the pulp.
Provide mixing so particles collide with bubbles. The hydrophobic copper mineral particles attach to the air bubbles and rise to the surface, forming a mineral-rich froth. The hydrophilic gangue particles remain in the pulp. The froth overflows the cell lip or is scraped off, forming the copper concentrate.
Refining the Concentrate
Typically, flotation occurs in stages:
Rougher Flotation: Aims to recover as much copper as possible, even if the grade isn’t perfect.
Cleaner Flotation: The rougher concentrate is re-floated (sometimes after regrinding) under different conditions to reject more gangue and achieve the final target concentrate grade.
Scavenger Flotation: The tailings (rejects) from the rougher stage might be floated again under stronger conditions to recover any remaining copper, which is often recirculated. The complexity arises from managing the delicate chemical balance , dealing with interfering minerals like pyrite , and handling fine clay particles which can disrupt the process.
What is Leach-SX-EW for Oxide Copper Ores?
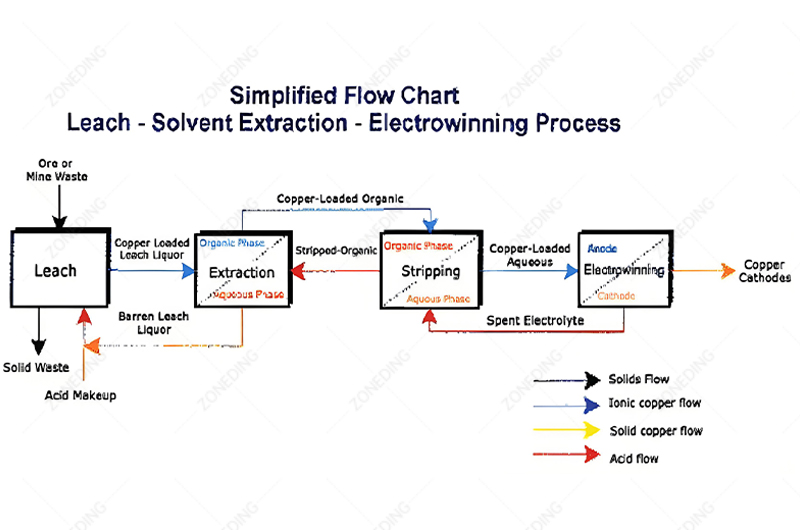
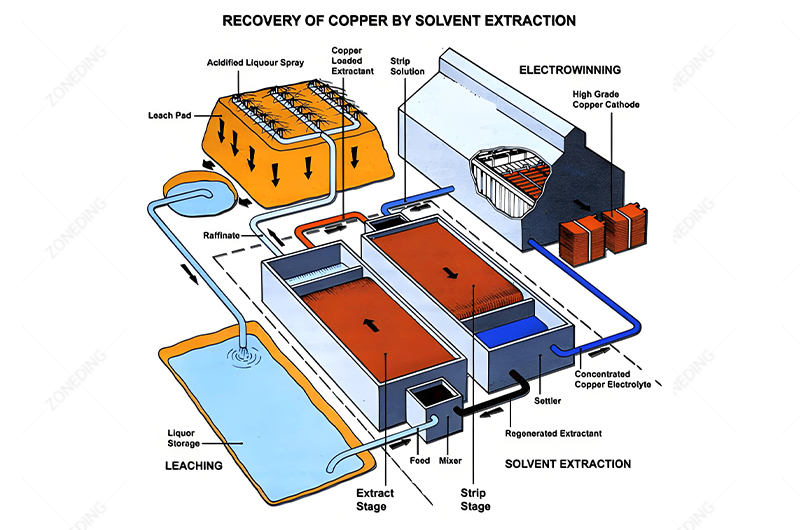
Leach-SX-EW involves: 1. Leaching: Dissolving copper from the ore using acid. 2. Solvent Extraction (SX): Concentrating the dissolved copper into an organic solution. 3. Electrowinning (EW): Plating pure copper metal onto cathodes using electricity.
Copper-Beneficiation- Leach-SX-EW-Process
Copper-Processing- Leach-SX-EW-Process
For oxide copper ores, the primary processing route is typically hydrometallurgical, meaning it uses water-based chemistry. The most common flowsheet is Leach-Solvent Extraction-Electrowinning (L-SX-EW).
Step 1: Leaching (Dissolving the Copper)
The goal is to dissolve the copper minerals from the ore into an aqueous solution, usually using dilute sulfuric acid (H₂SO₄). This can be done in several ways:
Heap Leaching: Crushed ore is stacked on impermeable pads. Acid solution is dripped over the heap, percolating through and dissolving copper. The copper-rich solution (Pregnant Leach Solution or PLS) drains off. This is common for lower-grade ores.
Vat Leaching: Ore is placed in large vats, and acid solution is circulated through it.
Agitation Leaching: Finely ground ore is mixed with acid solution in tanks (Mixer) for faster dissolution. This is more common for higher-grade or difficult-to-leach ores. Challenges: Getting good copper dissolution depends on the specific minerals (e.g., silicate copper like chrysocolla is hard to leach), ore particle size, and how much acid is consumed by other non-copper minerals (like carbonates), which is a major operating cost.
Step 2: Solvent Extraction (SX) (Concentrating and Purifying)
The PLS from leaching contains dissolved copper, but also impurities (like iron, manganese) and is quite dilute. SX selectively extracts and concentrates the copper.
The PLS is mixed with an organic solution containing a specific chemical (an extractant, usually an oxime) that chemically binds only with copper ions.
The copper moves from the aqueous PLS into the organic phase. Impurities are left behind in the aqueous phase (now called raffinate), which is often recycled back to leaching after adding more acid.
The copper-loaded organic is then mixed with a strong acid solution (spent electrolyte from EW). The copper moves back into this new, clean, and concentrated aqueous solution (now called rich electrolyte). Challenges: Choosing the right extractant, minimizing its loss, and managing “crud” (stable emulsions caused by fine solids or organics) are key operational issues.
Step 3: Electrowinning (EW) (Plating Pure Copper)
The purified, concentrated rich electrolyte flows into electrochemical cells.
These cells contain lead alloy anodes (+) and stainless steel or copper starter sheet cathodes (-).
A strong electric current is passed through the solution.
Pure copper ions (Cu²⁺) deposit onto the cathodes, forming high-purity (~99.99%) copper metal sheets.
At the anode, water breaks down, producing oxygen and regenerating acid, which creates the spent electrolyte recycled back to SX.
SX-EW plants can produce final, high-purity copper metal directly on the mine site, avoiding the need for smelting. However, as noted before, the process has its own set of challenges that are often underestimated.
How important are crushing and grinding in a copper processing plant? (Key to energy use and efficiency)
Crushing and grinding are vital. They liberate copper minerals from waste rock. This stage uses the most energy in the plant. Proper size reduction is key for good recovery and downstream efficiency.
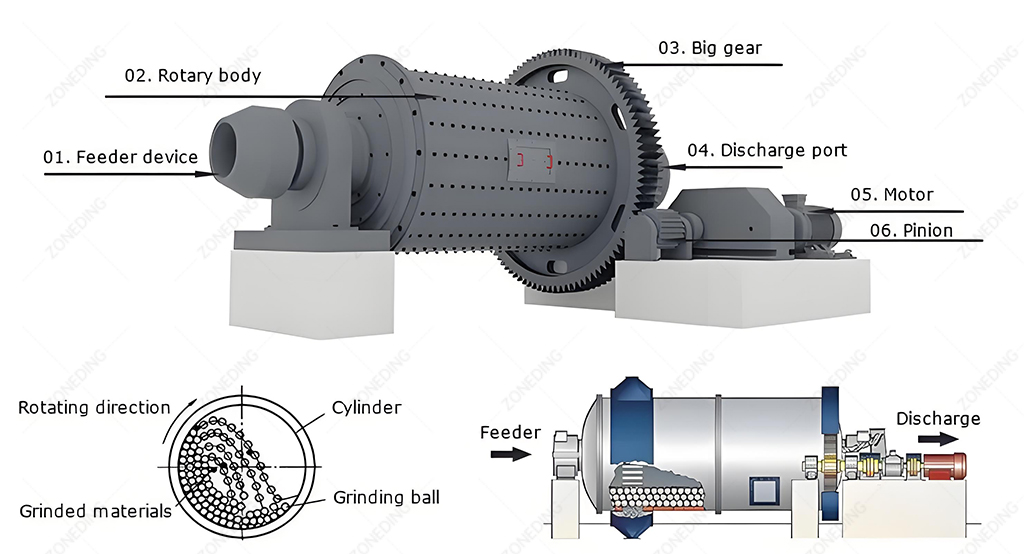
Ball-Mill-Work-Principle-and-Structure
Crushing and grinding, often collectively called comminution, are the first and arguably most energy-intensive steps in nearly all copper processing plants. Their primary goal is liberation – breaking the ore down so that the individual copper mineral grains are physically separated from the waste rock (gangue) particles. Without proper liberation, subsequent separation processes like flotation or leaching won’t be effective.
The Liberation Target
The required final particle size depends entirely on the ore’s characteristics – specifically, the size and distribution of the copper minerals within the rock (Geometallurgy). Some ores require very fine grinding (e.g., below 50 microns) to achieve adequate liberation, while others might liberate at coarser sizes. Grinding finer than necessary wastes energy and can create excessive slimes, which cause problems downstream. Not grinding fine enough means copper remains locked with waste, leading to poor recovery. Finding the optimal grind size is a critical economic trade-off.
Energy Consumption
Comminution typically accounts for 50-70% of the total energy consumed in a concentrator. Efficient operation is paramount for controlling costs.
Staged Crushing: Ore is usually crushed in stages using machines like primary Jaw Crushers, followed by secondary and sometimes tertiary Cone Crushers. Vibrating Screensare used between stages to ensure only oversized material goes to the next crusher in the Crushing Equipment circuit.
Grinding Mills: Final size reduction usually happens in rotating mills using steel media. Semi-Autogenous Grinding (SAG) mills (use large rocks and some steel balls) followed by Ball Mills (use smaller steel balls) are common in large plants. Smaller plants might use Rod Mills followed by Ball Mills.
Circuit Stability: As highlighted before, maintaining stable operation in the grinding circuit, especially with variable ore hardness affecting SAG mills, is often more critical than just minimizing energy use per ton. Unstable grinding leads to fluctuating particle size distribution (PDS), upsetting flotation or leaching performance. Sometimes, alternative circuits (like using High-Pressure Grinding Rolls – HPGR) might offer better stability or PDS despite potentially different energy profiles. Efficient classification using Hydrocyclones is also essential for circuit stability.
ZONEDING provides a wide range of robust Crushing Equipment and grinding mills (Ball Mill, Rod Mill) designed for the demanding conditions in copper processing.
What key equipment supports the entire copper processing production line? (Crushing, grinding, flotation, leaching, etc.)
A copper processing plant relies on a sequence of interconnected equipment to move material and perform the necessary physical and chemical transformations. As manufacturers, ZONEDING can supply many of these essential pieces. Here’s a look at the core machinery for both sulfide and oxide routes:
Equipment Common to Both Routes (Front-End):
Material Handling:Vibrating Feeders to control ore feed rates; Conveyor belts to transport crushed ore.
Crushing Circuit:
Primary Crusher: Often a Jaw Crusher for large feed sizes.
Secondary/Tertiary Crushers: Typically Cone Crushersto reduce size further. Impact Crushers might be used in some cases.
Screens: Vibrating Screens classify material between crushing stages.
Grinding Circuit:
Grinding Mills: SAG mills, AG mills, Rod Mills, Ball Mills reduce ore to final liberation size in slurry form.
Classifiers: Hydrocyclones are most common for separating fine particles from coarse ones (which are returned to the mill). Spiral Classifiers may be used in some older/smaller circuits.
Equipment Specific to Sulfide Ore Flotation:
Conditioning Tanks:Mixer tanks to ensure proper mixing of reagents (collectors, frothers, pH modifiers) with the slurry.
Flotation Cells/Machines: Banks of Flotation Machines (mechanical or column cells) where air is introduced to create froth and separate copper minerals.
Equipment Specific to Oxide Ore Leaching/SX-EW:
Leaching System: Heap leach pads with solution distribution systems, or Agitation Tanks (Mixer) for faster leaching.
Solvent Extraction (SX) Plant: Mixer-settler units where organic and aqueous phases are mixed and separated.
Electrowinning (EW) Plant: Electrolytic cells with anodes, cathodes, and electrical rectifiers.
Filters: Filter presses or vacuum filters to remove remaining water from the concentrate.
Pumps: Various types of slurry pumps to move pulp between stages.
Choosing reliable, well-designed equipment suited to the specific ore and flowsheet is crucial for the plant’s overall success.
How to maximize copper recovery and ensure product quality? (Process optimization tips)
Maximize recovery and quality by deeply understanding your ore , optimizing grind size, precisely controlling flotation/leaching chemistry, managing impurities , and using process monitoring.
Copper- Recovery-Plant-Control-Room
Copper- Recovery-Plant-Control-System
Achieving high copper recovery (getting the most copper out of the ore) while meeting the required product quality specifications (concentrate grade, impurity levels for smelters, or cathode purity) is the ultimate goal of process optimization. This involves careful management of several interconnected factors:
Foundational Understanding
Know Your Ore: As stressed before (Geometallurgy), you cannot optimize effectively without a deep understanding of the ore’s variability. Consider how does mineralogy, hardness, liberation size, and impurity content change. This knowledge allows for proactive adjustments rather than reactive fixes.
Optimizing Physical Separation
Grind Size Control: Ensure the grinding circuit consistently produces the optimal particle size distribution (PDS). This means avoiding both under-grinding (poor liberation) and over-grinding (slime generation, wasted energy). Stable operation of mills (Ball Mill) and classifiers (Hydrocyclone) is key. Consider regrinding middlings or rougher concentrate if necessary.
Clay/Slime Management: If significant clay or fine slimes are present, implement strategies like desliming, using dispersants, or optimizing flotation cell hydrodynamics to minimize their negative impact on recovery and grade.
Mastering Chemical Separation
Flotation Chemistry Tuning: For sulfide ores, achieving the right chemical balance is crucial. This involves:
Precise dosage control of collectors, frothers, and pH regulators.
Managing water quality (recycled water ions can interfere).
Understanding reagent interactions (synergy and competition).
Pyrite Rejection: Effectively suppressing pyrite (using pH, depressants like sulfites, or other methods) is critical for achieving target copper concentrate grades. This requires specific strategies tailored to the ore and process water.
Leaching Efficiency: For oxide ores, optimize leaching parameters like acid concentration, temperature, and leaching time. For heap leaching, ensure good solution percolation. Control impurities that affect SX-EW performance.
Monitoring and Control
Instrumentation: Use online analyzers (e.g., particle size monitors, XRF slurry analyzers) to provide real-time data on process performance.
Expert Systems/Automation: Implement control strategies to automatically adjust key variables (e.g., reagent dosage based on feed grade) for more stable operation.
Operator Skill: Experienced operators who can interpret data and visual cues (like froth appearance) remain invaluable for fine-tuning the process.
Optimization is an ongoing effort, requiring continuous monitoring, testing, and adjustment based on the specific challenges presented by the ore and the plant’s performance.
What are the main construction and operating costs for a copper processing plant? How to control them?
Major costs are: Construction (CAPEX) – equipment purchase (Crushing Equipment, mills (Ball Mill), Flotation Machine etc.), installation, infrastructure. Operation (OPEX) – energy (grinding!), labor, reagents (collectors, acid), maintenance parts (liners, balls), water, tailings management.
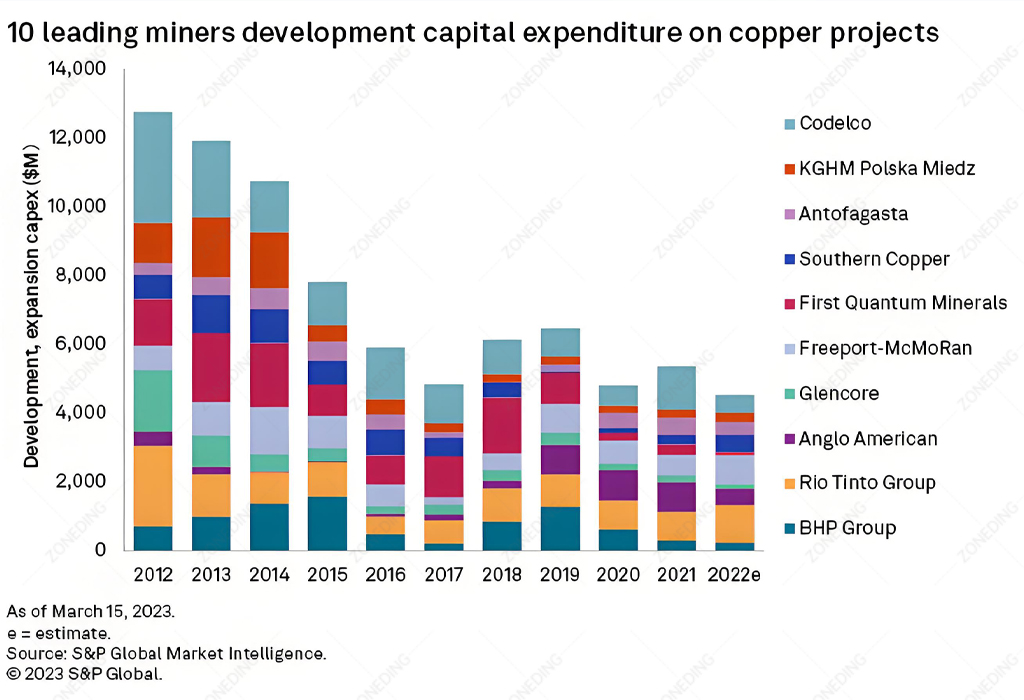
CAPEX-and-OPEX for a copper project
The economics of a copper processing project depend heavily on managing both the initial investment (Capital Expenditure or CAPEX) and the ongoing running costs (Operational Expenditure or OPEX).
Capital Expenditure (CAPEX) – Building the Plant
This is the upfront cost to design and build the facility. Major components include:
Process Equipment: Purchase of core machinery like crushers (Jaw Crusher, Cone Crusher), grinding mills (Ball Mill), flotation cells (Flotation Machine), thickeners (High Efficiency Concentrator), filters, pumps, piping etc. This is often the largest single CAPEX component. Partnering with reliable manufacturers like ZONEDING who offer competitive pricing and robust equipment is crucial.
Installation & Construction: Labor, materials, and services for site preparation, concrete, steel structures, equipment erection, electrical systems, and instrumentation.
Infrastructure: Roads, power lines, water supply, tailings storage facility construction, offices, workshops, accommodation.
Engineering & Design: Costs for feasibility studies, detailed engineering, and project management.
Contingency: An allowance for unexpected costs.
Control: Detailed feasibility studies, competitive bidding for equipment and construction, modular construction techniques, and experienced project management can help control CAPEX.
Operational Expenditure (OPEX) – Running the Plant
These are the ongoing costs required to operate the plant day-to-day. Key components include:
Energy: Primarily electricity for grinding mills (Ball Mill) and other equipment. Often the single largest OPEX item.
Labor: Salaries and benefits for operators, maintenance staff, engineers, and management.
Reagents: Costs for flotation collectors, frothers, depressants (lime, etc.), or leaching chemicals (sulfuric acid, SX extractants). Can be significant, especially for complex ores or SX-EW.
Maintenance & Consumables: Spare parts, wear parts (mill liners, crusher liners), grinding media (Ball Mill steel balls), lubricants. Choosing durable equipment and quality consumables is important.
Water Management: Costs for sourcing fresh water and treating/recycling process water.
Tailings Management: Ongoing costs for operating and monitoring the tailings storage facility.
Control: Optimize energy efficiency (grinding control ), optimize reagent consumption (process control), implement preventative maintenance programs, maximize water recycling, train staff effectively, and continuously seek process improvements.
Understanding and meticulously managing both CAPEX and OPEX is fundamental to the financial success of any copper processing operation.
Green Mining: How do modern copper processing plants address environmental challenges? (Tailings, water, air)
Modern plants manage environmental challenges through secure tailings storage (often filtered/paste), extensive water recycling and treatment, dust suppression systems, and designing for eventual mine closure.
Tailings Water Recycling
Environmental stewardship is no longer optional; it’s integral to modern copper processing. Operations must actively manage their impact on land, water, and air throughout the mine life cycle, including closure.
Tailings Management
Tailings (the waste rock slurry after copper removal) represent the largest waste stream and a significant environmental focus.
Secure Storage: Traditional wet tailings dams require careful engineering and monitoring to prevent failures. The trend is towards technologies that reduce water content and improve stability:
Paste Tailings: Tailings are thickened to a paste-like consistency (High Efficiency Concentrator often used) before deposition, reducing water loss and dam footprint.
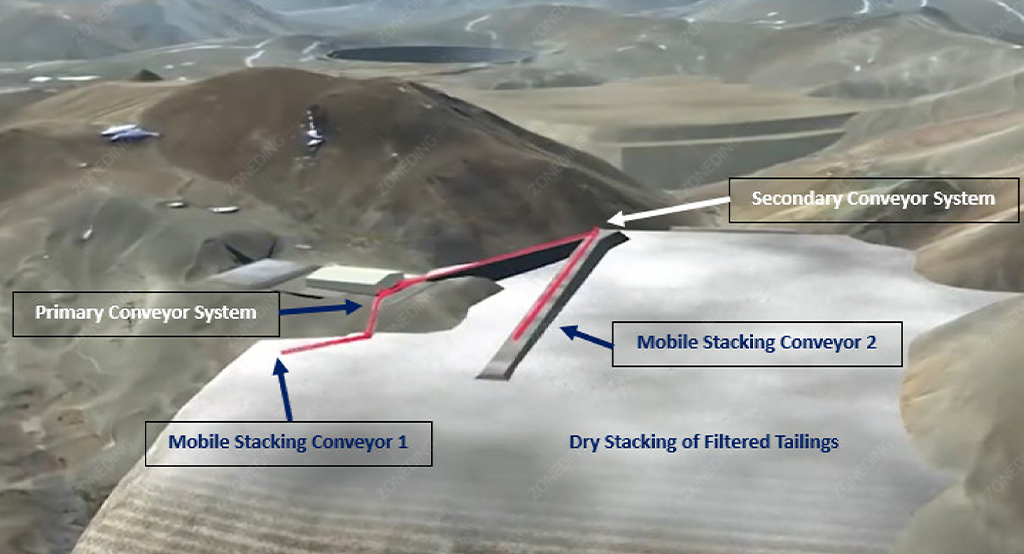
Filtered Tailings (Dry Stack): Tailings are filtered to remove most water, creating a damp cake that can be stacked and compacted. This drastically reduces water use and dam risks but has higher initial costs. Before highlights this shift from cost center to risk/resource management.
Acid Rock Drainage (ARD) Prevention: If tailings contain pyrite, management strategies (e.g., water covers, alkaline addition, dry covers) are needed to prevent acidic water generation.
Water Conservation and Treatment
Water is a critical resource, especially in arid regions.
Water Recycling: Maximizing the reuse of process water recovered from thickeners (High Efficiency Concentrator) and filters is standard practice. This reduces freshwater demand and the volume of water needing discharge.
Water Treatment: Any water discharged must meet strict environmental standards. Treatment processes remove suspended solids, adjust pH, and remove dissolved metals (like residual copper, zinc, cadmium) and reagent chemicals.
Air Quality Control
Dust Suppression: Crushing (Stone Crusher), grinding, and material transfer points generate dust. Water sprays, enclosures, and baghouse filters are used to control emissions and protect worker health and the surrounding environment. Using equipment like a Mobile Crusher with integrated dust control can be beneficial in some applications.
Mine Closure and Rehabilitation
Modern mines plan for closure from the beginning. This involves designing facilities (especially tailings storage) for long-term stability and developing plans to decommission the plant and rehabilitate the site (e.g., re-vegetation) once mining ceases.
Integrating environmental management into every stage of planning, design, operation, and closure is essential for sustainable copper production.
Beyond technology, what other factors influence the success of a copper processing plant?
Success also depends on deep ore knowledge (geometallurgy ), stable operations, skilled people, good management, commodity price cycles, regulations, and community relations.
While selecting the right technology and equipment (like crushers (Jaw Crusher, Cone Crusher), mills (Ball Mill), and flotation cells (Flotation Machine) from providers like ZONEDING) is fundamental, several other factors critically influence whether a copper processing plant achieves sustained success. Many of these are highlighted in the insights shared earlier:
Deep Orebody Knowledge
Geometallurgy is King: As emphasized repeatedly, a thorough understanding of the orebody’s variability – its different rock types, mineralogy, hardness, liberation characteristics, and impurity distribution – is paramount. Designing a plant based on limited data or just an “average” ore type is a recipe for operational problems and underperformance. This upfront investment in detailed characterization is crucial.
Operational Stability and Philosophy
Consistency over Peak Performance: Striving for stable, predictable operation, especially in the grinding circuit, often yields better long-term results than chasing maximum throughput at the expense of stability. Managing challenging components like clays and slimes proactively contributes significantly to smooth operation.
Maintenance Culture: A well-planned preventative maintenance program using quality spares ensures equipment reliability and avoids costly unplanned downtime.
Managing Complexity
Chemical Process Nuances: Recognizing the complex interactions in flotation chemistry, the challenges of pyrite rejection, or the specific difficulties in leaching and SX-EW requires expertise and careful management. These aren’t always straightforward “textbook” applications.
People and Management
Skilled Workforce: Experienced and well-trained operators, metallurgists, and maintenance personnel are essential to run the plant efficiently, troubleshoot problems, and implement optimizations.
Effective Management: Strong leadership, clear communication, good planning, and cost control are vital.
External Factors
Market Prices: The global copper price significantly impacts project profitability. Plants need to be robust enough to withstand price fluctuations.
Regulatory Environment: Compliance with increasingly stringent environmental regulations and safety standards is non-negotiable.
Social License to Operate: Building and maintaining positive relationships with local communities and stakeholders is crucial for long-term operational stability.
Ultimately, a successful copper processing plant integrates appropriate technology with a deep understanding of the specific orebody, skilled people, robust operating practices, and responsible management of economic, environmental, and social factors.
Conclusion
Success in copper processing needs deep ore knowledge, the right tech, precise control, and responsible management of costs and environment. Partnering wisely helps achieve this complex balance.
We use cookies to ensure that we give you the best experience on our website. If you continue to use this site we will assume that you are happy with it. Privacy Policy
OK
Send us a message
We would love to hear from you
Submit your question and our team will respond to the email provided as soon as possible.








 Zoneding Machine
Zoneding Machine