Silver is often associated with lead-zinc ore, copper ore, gold ore, and limonite, and is mainly produced by flotation. The silver intercalation in its silver-bearing minerals is fine and complex in size, and combined beneficiation methods such as flotation-cyanidation and gravity separation-flotation are often used.
Zoneding Machine will customize complete silver ore processing plant and equipment according to the nature of ore and customer needs.
You want to efficiently extract valuable silver from your ore. Silver ore processing involves a series of steps to concentrate and recover silver. The best silver extraction process depends heavily on the ore’s characteristics. ZONEDING specializes in silver beneficiation and silver ore metallurgy, providing tailored solutions for maximum silver recovery rate. This guide will walk you through the common methods and considerations.
Last Updated: March 2025 | Estimated Reading Time: 23 minutes
Silver-Ore-Processing-Plant-Overview
This Article Will Help You Understand:
Common silver ore types & their process differences?
Essential equipment for a silver processing plant?
Using test work for an optimal silver processing plan?
Common silver ore types & their process differences?
Silver ores vary widely, mainly categorized as sulfide ores, oxide ores, and native silver ores; their processing amenability differs significantly.
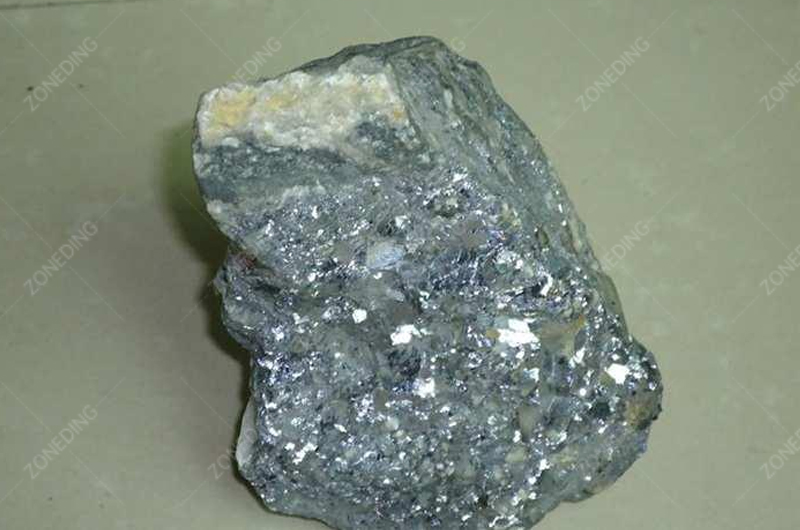
Sulfide Ores: These are the most common. Silver often occurs as discrete silver minerals (like argentite – Ag₂S, proustite – Ag₃AsS₃, pyrargyrite – Ag₃SbS₃) or is associated with other metal sulfides like galena (lead sulfide), sphalerite (zinc sulfide), and chalcopyrite (copper sulfide). Silver flotation is a primary method for these ores.
Oxide Ores: Here, silver minerals are often oxidized, such as cerargyrite (silver chloride – AgCl) or are associated with iron/manganese oxides. These ores may be amenable to silver cyanidation or sometimes specialized leaching processes. Flotation can be challenging. The “mystery of ore identity” is crucial; detailed mineralogical analysis avoids “blind man’s elephant” scenarios by understanding how silver is locked.
Native Silver Ores: Contain metallic silver. If coarse, gravity concentration can be effective. Fine native silver might require flotation or cyanidation.
Native-Silver-Ores
Oxide-silver-Ores-Cerargyrite
Sulfide-Silver-Ore
The key differences lie in how silver is liberated and its chemical reactivity. For example, sulfide silver minerals respond well to specific flotation collectors, while oxidized silver might need sulfidization before flotation or direct leaching.
Main silver extraction methods & their pros/cons?
The main silver extraction processes include flotation, cyanidation, gravity concentration, and pyrometallurgy, each with advantages and limitations depending on the ore type.
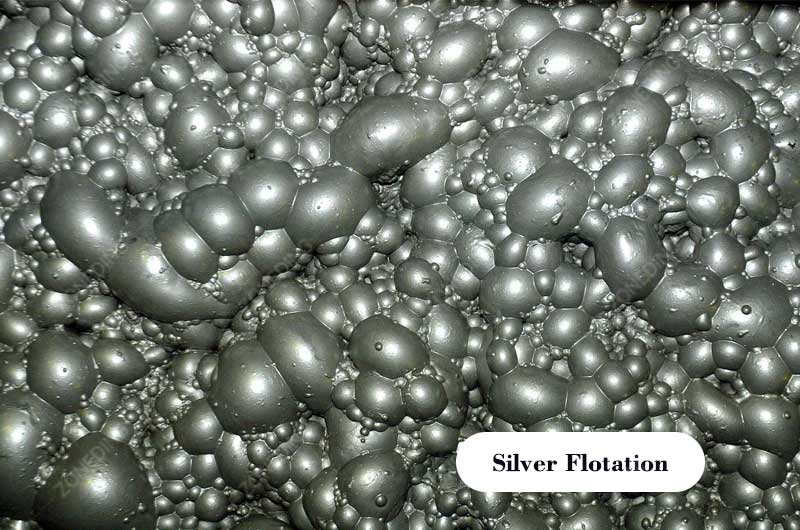
Silver-Ore-Processing-Flotation-Plant
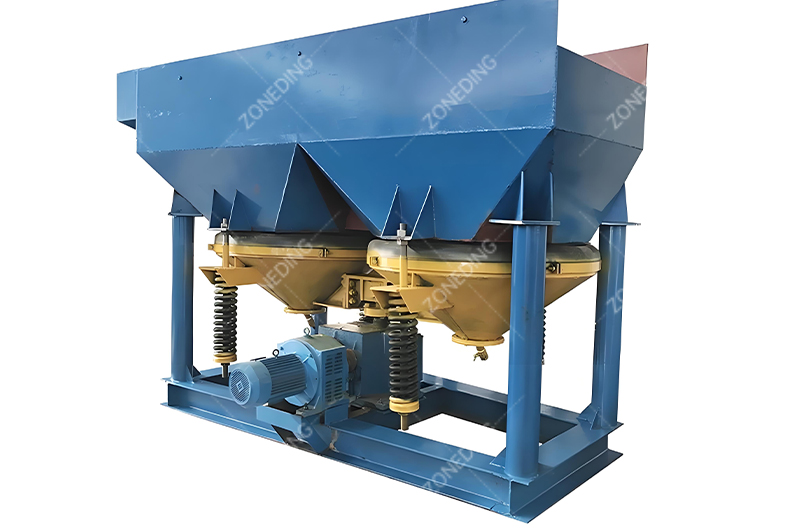
Silver-Ore-Processing-Gravity-Separation-Plant
Silver Flotation:
Advantages: Effective for sulfide silver ores, especially those associated with lead, zinc, or copper. Can produce marketable base metal concentrates containing silver.
Limitations: Less effective for oxidized or very fine-grained silver. Reagent chemistry can be complex.
Silver Cyanidation (CIP/CIL):
Advantages: Very effective for many free-milling gold and silver ores, including some oxide silver ores. Can achieve high silver recovery rates.
Limitations: Environmental concerns due to cyanide use. Slower leaching kinetics for some silver minerals compared to gold. High consumption with certain gangue minerals.
Gravity Concentration:
Advantages: Low cost, environmentally friendly. Good for coarse native silver or dense silver minerals like argentite if liberated. Equipment includes Shaking Tables and Jigging Separators.
Limitations: Only effective for a small size range and specific gravity difference. Not suitable for fine or disseminated silver.
Pyrometallurgy (Smelting):
Advantages: Can treat complex concentrates and directly produce doré or crude silver.
Limitations: High energy consumption. Requires specialized smelters. Often used for refining concentrates rather than direct ore treatment.
The “alchemy” of flotation reagents is key; creating a “cocktail” for your specific silver ore is vital, moving beyond generic approaches.
How ore mineralogy guides silver process design?
The mineralogical characteristics of your silver ore—such as silver’s occurrence state, grain size, and associated minerals—are fundamental in designing the optimal silver beneficiation flowsheet.
Silver Occurrence: Is silver present as discrete minerals (e.g., argentite, cerargyrite), locked within other sulfides (e.g., galena, sphalerite), or as native silver? This dictates whether liberation is easy or difficult, and if flotation, leaching, or gravity methods are most suitable. “Microscopic truth” via detailed mineralogy is essential.
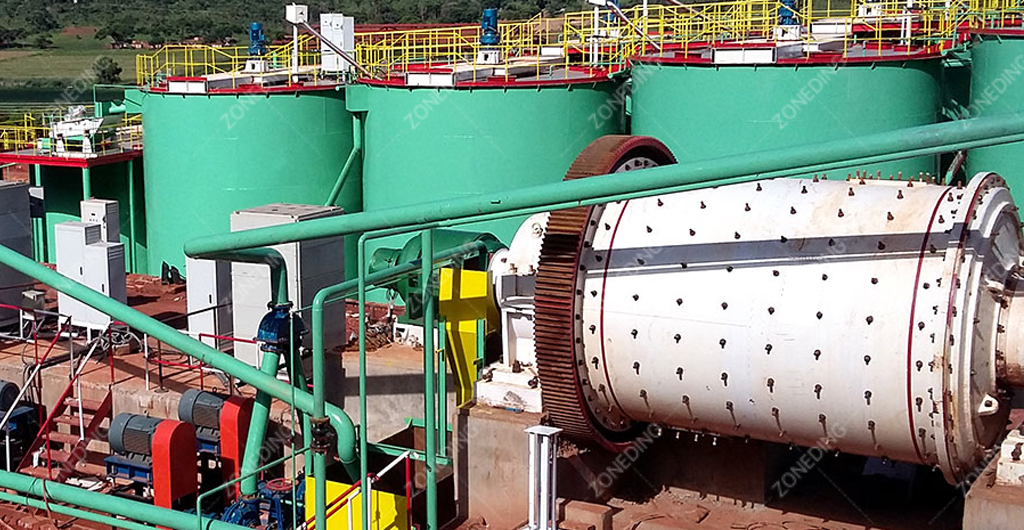
Grain Size & Liberation: Fine-grained, disseminated silver requires finer grinding (using Ball Mills or Rod Mills) to liberate, increasing costs and potentially creating slimes that hinder recovery. Coarse silver might be recoverable by gravity.
Associated Gangue & Sulfide Minerals: The presence of other sulfides (lead, zinc, copper) can make complex silver ore treatment necessary, often involving sequential flotation to produce separate concentrates. Gangue minerals (like clays, carbonates, pyrite) can consume reagents, affect pulp rheology, or interfere with flotation/leaching.
Chemical Composition: High arsenic, antimony, or mercury content can complicate processing and refining, requiring specific steps for their removal or stabilization. Understanding the “chemical code” through assays is vital for choosing the right leaching agents.
For instance, if silver is finely intergrown with galena, a lead flotation circuit recovering a silver-rich lead concentrate is common. If it’s an oxide ore with free-milling silver chloride, direct cyanidation might be best.
Reagent selection’s impact on silver flotation?
In silver ore flotation, selecting the right collectors, frothers, and modifiers (activators, depressants, pH regulators) is critical for maximizing silver recovery rate and concentrate grade.
Collectors: These reagents make silver minerals hydrophobic (water-repellent) so they attach to air bubbles.
For sulfide silver minerals (and associated sulfides like galena, sphalerite, chalcopyrite), xanthates (e.g., Sodium Ethyl Xanthate – SEX, Potassium Amyl Xanthate – PAX) and dithiophosphates (e.g., Aero promoters) are commonly used. The choice depends on the specific silver mineralogy and desired selectivity.
“Selective activation” can enhance floatability. For oxidized silver minerals, sulfidizers like sodium sulfide (Na₂S) are often used to create a sulfide-like surface before adding xanthate.
Frothers: These chemicals (e.g., MIBC, pine oil, glycols) stabilize air bubbles, creating a suitable froth to carry the silver minerals. The froth should be stable enough to be skimmed but brittle enough to break down easily.
Modifiers:
pH Regulators: Lime (CaO) or soda ash (Na₂CO₃) are used to control pulp pH, which affects mineral surface chemistry and reagent effectiveness.
Depressants: Used to prevent unwanted minerals from floating. For example, cyanide (used cautiously) can depress pyrite and some zinc minerals. Zinc sulfate can depress sphalerite. Sodium silicate can depress silica gangue. The “balance of inhibition and de-inhibition” is key in multi-metal silver ores.
Activators: Copper sulfate is a common activator for sphalerite, which can carry silver.
The optimal reagent suite for silver flotation is determined through extensive laboratory testing and pilot plant trials, as it’s highly ore-specific.
Silver cyanidation, often using Carbon-in-Pulp (CIP) or Carbon-in-Leach (CIL) processes, involves dissolving silver in a dilute cyanide solution and then adsorbing the silver-cyanide complex onto activated carbon. It’s suitable for certain silver ores but raises environmental concerns.
Silver-Cyanidation-CIP-Plant
Principle:
Silver minerals (especially native silver, argentite, and some oxidized silver minerals like cerargyrite) react with sodium cyanide (NaCN) in the presence of oxygen and an alkaline pH (typically 10-11, maintained with lime) to form a soluble silver-cyanide complex:
4Ag + 8NaCN + O₂ + 2H₂O → 4Na[Ag(CN)₂] + 4NaOH (for native silver) Ag₂S + 4NaCN → 2Na[Ag(CN)₂] + Na₂S (for argentite, followed by further reactions)
Applications:
Free-milling silver ores where silver is readily accessible.
Oxidized silver ores, particularly those containing silver chlorides.
Tailings from flotation or gravity circuits that still contain leachable silver.
Often used in conjunction with gold recovery, as gold also leaches in cyanide.
Process (Simplified CIP/CIL):
Ore is ground to a fine pulp.
Pulp is leached in agitated tanks with cyanide solution.
In CIL, activated carbon is present during leaching. In CIP, carbon is added after leaching.
Silver-cyanide complex adsorbs onto the carbon.
Loaded carbon is separated, and silver is stripped (eluted).
Silver is recovered from the eluate by electrowinning or precipitation (e.g., Merrill-Crowe).
Environmental Concerns:
Cyanide is highly toxic. Tailings must be detoxified (e.g., INCO SO₂/Air process, hydrogen peroxide) to destroy residual cyanide before disposal. Strict handling and management protocols are essential for silver cyanidation. Mastering “enhanced leaching techniques” can unlock refractory silver ores.
Gravity concentration’s role for coarse silver?
Gravity concentration methods can be effective for recovering coarse-grained native silver or dense, liberated silver minerals (like argentite) due to the significant specific gravity difference between these minerals and lighter gangue.
This method is one of the oldest and most cost-effective silver beneficiation techniques.
Suitable Ores:
Ores containing coarse particles of native silver.
Ores where silver minerals like argentite (SG ≈ 7.3) are well-liberated from gangue (SG typically 2.6-3.0) at a relatively coarse particle size.
Common Equipment:
Jigs (Jigging Separators): Effective for coarser particles (up to several millimeters).
Shaking Tables: Excellent for finer particles (down to around 50 microns), providing good separation and visible concentrate bands.
Spiral Concentrators (Spiral Chutes): Used for intermediate particle sizes, often as a pre-concentration step.
Centrifugal Concentrators (e.g., Knelson, Falcon): Can recover finer heavy minerals by using enhanced gravitational forces.
Advantages:
Low operating costs (no expensive reagents).
Environmentally friendly.
Can produce a high-grade silver concentrate directly.
Limitations:
Only effective if there’s a sufficient specific gravity difference and good liberation.
Inefficient for very fine, disseminated silver or silver chemically bound in other minerals.
Often used as a pre-concentration step before flotation or leaching to recover easily liberated coarse silver, reducing the load on downstream processes.
“Precision in characterization” is vital; avoid “one size fits all” thinking, as even “native” silver’s behavior varies.
Recovering silver from complex multi-metal ores?
Complex multi-metal silver ores, such as lead-zinc-silver (Pb-Zn-Ag) or copper-silver (Cu-Ag) ores, require sophisticated flowsheets, typically involving sequential flotation, to produce separate marketable concentrates for each metal, maximizing the overall economic value.
Copper-Silver
Lead-Zinc-Silver
The primary goal in complex silver ore treatment is to selectively float each valuable mineral while depressing others.
Typical Approach for Pb-Zn-Ag Ores:
Bulk Flotation (Optional): Sometimes a bulk Pb-Zn-Ag concentrate is floated first, followed by separation.
Lead Flotation: Galena (PbS), which often carries significant silver, is usually floated first.
Collectors: Xanthates.
Depressants: Zinc sulfate and sodium cyanide (or SO₂) are often used to depress sphalerite (ZnS) and pyrite. pH is typically controlled around 8-9.
The lead concentrate will contain most of the lead and a significant portion of the silver.
Zinc Flotation: After lead flotation, the pulp is conditioned to activate sphalerite.
Activator: Copper sulfate (CuSO₄) is commonly used to activate sphalerite.
Collector: Stronger xanthates or dithiophosphates.
pH is usually raised (e.g., to 10-11 with lime) to further depress any remaining pyrite.
The zinc concentrate will contain most of the zinc and some silver if associated with sphalerite.
Pyrite/Bulk Sulfide Flotation (Optional): If pyrite or other sulfides contain residual values (e.g., gold), they might be floated in a final stage.
Copper-Silver Ores: If silver is associated with copper minerals like chalcopyrite, a copper flotation circuit is employed, similar to lead flotation but with reagent schemes optimized for copper.
The key is meticulous control of reagent dosages, pH, and conditioning times. Understanding the “mineral interplay” and silver’s deportment (which mineral hosts it) is crucial for designing an effective lead-zinc-silver ore beneficiation flowsheet.
Key methods for refining silver concentrates?
After producing a silver concentrate (from flotation, gravity, or leaching), further refining is needed to produce high-purity silver bullion. Main methods include pyrometallurgical (smelting and fire refining) and hydrometallurgical (leaching followed by electrowinning or precipitation) techniques for silver concentrate refining.
Pyrometallurgical Refining (Common for Sulfide Concentrates):
Smelting: Concentrates (e.g., lead-silver, copper-silver) are smelted in furnaces. Silver typically reports to the lead bullion or copper matte/blister copper.
Lead Bullion Refining (Parkes Process): If silver is in lead bullion, zinc is added. Silver preferentially dissolves in zinc, which floats to the top and is skimmed off. The zinc-silver crust is then retorted to remove zinc, leaving a silver-rich alloy.
Copper Anode Refining: If silver is in blister copper, it’s cast into anodes and electrolytically refined. Copper dissolves and plates onto cathodes, while silver and gold fall to the bottom as “anode slimes.” These slimes are then treated to recover precious metals.
Cupellation/Fire Refining: Silver-rich alloys or doré (from leaching processes) are melted in a cupel furnace. Air is blown over the molten metal, oxidizing base metals (lead, copper, etc.) which are absorbed by the furnace lining or skimmed off, leaving relatively pure silver.
Hydrometallurgical Refining (Often for Leached Products or Doré):
Leaching of Doré/Slimes: Impure silver or anode slimes can be leached, often with nitric acid, to dissolve silver.
Electrolytic Refining (Moebius or Balbach-Thum cells): Silver-rich anodes (from smelting or crude silver) are electrolytically dissolved in a silver nitrate electrolyte. High-purity silver crystals deposit on the cathode. This is a common method for silver concentrate refining to achieve 99.9% or 99.99% purity.
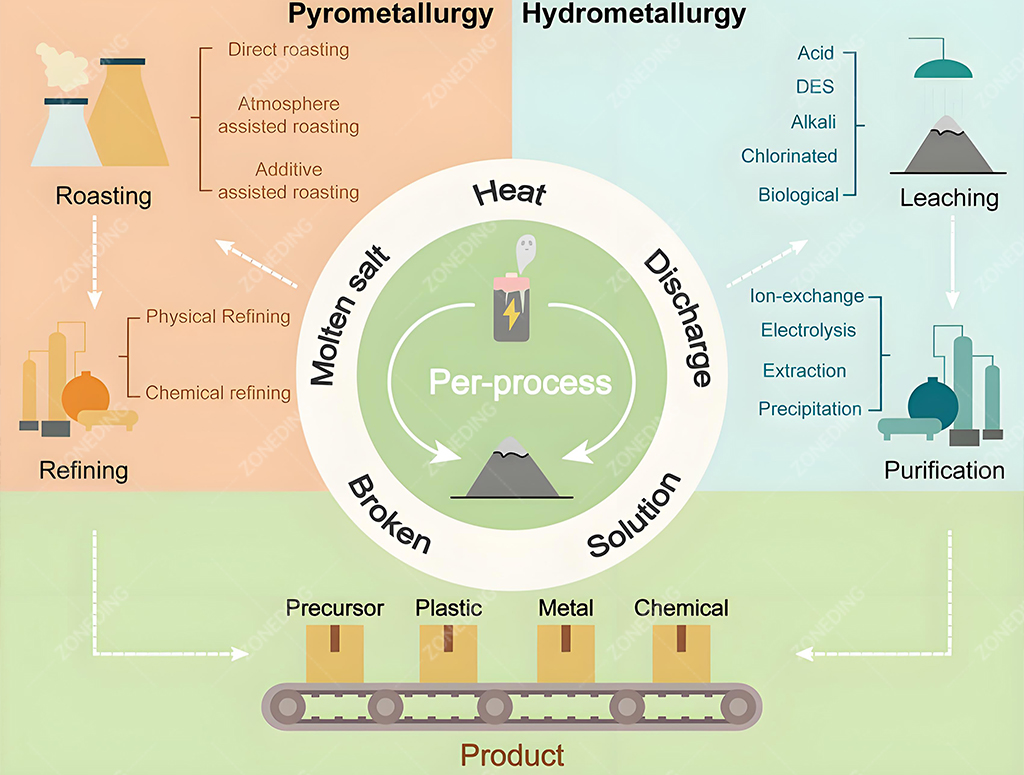
Pyrometallurgical VS Hydrometallurgical
The “art of gold-silver separation” during electrowinning or chemical dissolution is vital when both are present.
Essential equipment for a silver processing plant?
A silver ore processing plant requires a range of key silver processing equipment, from crushing and grinding to concentration and potentially refining, tailored to the chosen flowsheet.
Flotation Cells (Flotation Machines): For silver flotation, including rougher, scavenger, and cleaner cells. Agitators and air sparging systems are key components.
Selection depends on throughput, ore type, and process complexity.
ZONEDING provides a comprehensive range of these silver processing equipment.
Using test work for an optimal silver processing plan?
Systematic mineral processing test work, from laboratory bench-scale to pilot plant trials, is essential to determine the most economically viable and environmentally sound silver ore processing plan and to predict its technical and economic performance.
This is the foundation for designing an efficient silver extraction process.
Phase 1: Ore Characterization & Bench-Scale Tests
Detailed Mineralogy: Identify silver minerals, their associations, grain size, liberation characteristics, and gangue mineralogy. This is the most critical first step.
Chemical Assays: Determine head grade of silver and other valuable/deleterious elements.
Grindability Tests (e.g., Bond Work Index): To determine energy requirements for grinding.
Flotation Tests: Series of tests varying grind size, reagent types and dosages, pH, conditioning time to optimize silver flotation recovery and grade. Sequential flotation tests for complex ores.
Leach Tests (e.g., Bottle Rolls for Cyanidation): Evaluate leach kinetics, reagent consumption, and achievable silver recovery rate under different conditions (grind, cyanide concentration, pH, leach time).
Gravity Concentration Tests: If applicable.
Phase 2: Variability Testing & Flowsheet Development
Test different ore types/zones from the deposit.
Develop a preliminary flowsheet based on best bench-scale results.
Optimize key parameters.
Phase 3: Pilot Plant Trials
Run a continuous pilot plant operation (e.g., 0.1 – 1 tonne/hour) using the developed flowsheet.
Confirms lab results at a larger scale.
Generates bulk concentrate for downstream refining tests.
Provides data for equipment sizing, CAPEX/OPEX estimation, and full-scale plant design.
Identifies potential scale-up issues.
Test work minimizes risk and ensures the chosen silver ore metallurgy is robust and efficient for your specific ore. “Green transformation” of tailings, from burden to wealth, is a key sustainability goal.
Silver Ore Processing FAQs
Question 1: What is a typical silver recovery rate in processing? Silver recovery rates can vary widely, from 60% to over 95%, depending heavily on ore mineralogy (e.g., refractory vs. free-milling), the chosen silver extraction process, and process optimization. Question 2: Can gold and silver be recovered together? Yes, often. Cyanidation processes (CIP/CIL) can co-extract gold and silver. In flotation of polymetallic ores, silver often reports with gold to copper or lead concentrates. They are then separated during refining. Question 3: How is silver separated from lead in a lead-silver concentrate? Typically through pyrometallurgical smelting of the lead concentrate to produce lead bullion containing silver. The Parkes process is then commonly used to extract silver from the lead bullion. Question 4: What are the main environmental concerns in silver processing? If silver cyanidation is used, managing toxic cyanide and detoxifying tailings is a major concern. Acid mine drainage from sulfide ores and dust/emissions from smelting also require careful management.
Summary & Next Steps
Efficient silver ore processing requires a deep understanding of your ore’s specific characteristics and the careful selection and optimization of the appropriate silver extraction process. Whether it’s silver flotation for sulfide ores, silver cyanidation for leachable ores, or combined methods for complex silver ore treatment, the goal is to maximize the silver recovery rate economically and sustainably. Key considerations include mineralogy, reagent chemistry, equipment selection, and environmental management.
If you are planning a silver project, comprehensive metallurgical test work is paramount. ZONEDING offers a full suite of silver processing equipment and expertise in silver beneficiation to help you develop the optimal flowsheet for your needs.
About ZONEDING
ZONEDING is a leading manufacturer of mineral processing equipment in China, specializing in B2B solutions for the mining and mineral processing industries. Founded in 2004, ZONEDING offers a comprehensive range of equipment, including crushers, grinding mills, flotation machines, and more, tailored for various applications, including silver ore processing.
ZONEDING prides ourselves on providing customized solutions, factory-direct sales, and full-service support, from flowsheet design to installation and after-sales service. Our equipment is designed for high efficiency, durability, and ease of maintenance. With exports to over 120 countries, ZONEDING is committed to helping you achieve maximum silver recovery rate and optimize your operations.
Contact us today for a consultation and discover how ZONEDING can be your trusted partner in silver beneficiation.
Last Updated: March 2025
We use cookies to ensure that we give you the best experience on our website. If you continue to use this site we will assume that you are happy with it. Privacy Policy
OK
Send us a message
We would love to hear from you
Submit your question and our team will respond to the email provided as soon as possible.














 Zoneding Machine
Zoneding Machine