Search the whole station Crushing Equipment
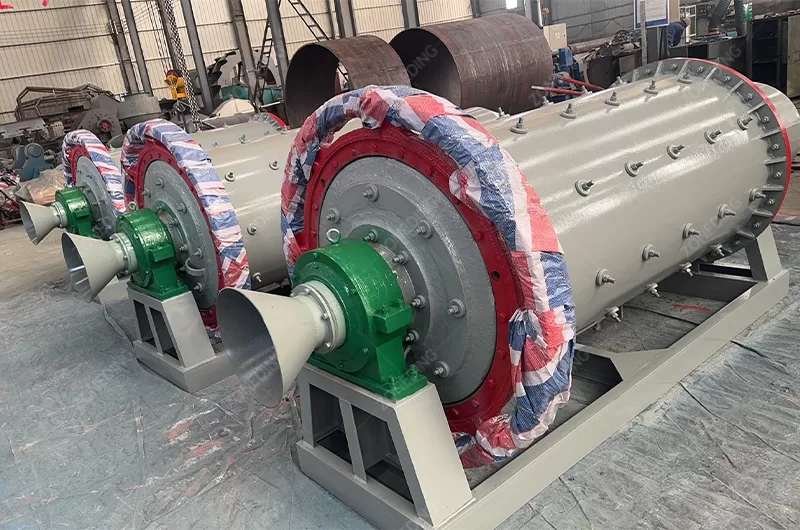
The Ball mill shell acts as the structural foundation for the entire grinding process. This large cylindrical drum carries hundreds of tons of steel balls and mineral ore during daily operations. A failure in the shell often results in total production stops and massive repair costs. Choosing the right shell requires a deep understanding of metallurgy and manufacturing standards. Modern technology in 2026 allows for more durable shells that resist cracks and deformation. This article explains the technical requirements for high-quality shells. It also provides maintenance steps to ensure the equipment lasts for over twenty years. Consistent operation depends on the strength of this core component.
Last Updated: June 2026 | Estimated Reading Time: 16 Minutes

Q345R manganese steel provides the necessary balance of tensile strength and impact toughness for a . This specific steel grade belongs to the pressure vessel category. It handles high-pressure environments and heavy mechanical loads without structural fatigue. Low-quality mills often use carbon steel like Q235B to save money. However, carbon steel is more prone to brittle fracture under cold temperatures or heavy impact. Q345R contains manganese. This element improves the grain structure of the metal. It makes the steel harder during the work cycle. It also ensures that the shell can be welded without creating weak points. Most primary grinding applications require this material to survive decades of continuous rotation.
The shell must withstand the constant weight of the grinding media. During rotation, the steel plate flexes under the weight of the balls. Q345R steel has a high yield point. This means the metal returns to its original shape after each rotation. If the steel is too soft, the drum becomes oval-shaped over time. An oval drum causes the internal liners to loosen and break. It also puts uneven pressure on the main bearings and the girth gear. High-quality steel ensures the drum stays perfectly round. This protects all other mechanical parts of the machine. The initial investment in superior steel prevents expensive structural failures later.

| Steel Grade | Hardness Level | Weldability | Best Use Case | Operational Benefit |
|---|---|---|---|---|
| Q235B | Low | High | Light Feeders | Low initial cost |
| Q345R | Medium-High | Excellent | Ball Mills | 20-year durability |
| ASTM A516 | High | Good | Large SAG Mills | Extreme load capacity |
Automatic submerged arc welding and stress-relief annealing are essential steps for a reliable Mill shell. Manual welding often results in inconsistent seams and air bubbles. Automatic machines create a deep, uniform weld that penetrates the full thickness of the steel plate. This ensures the joint is as strong as the metal itself. However, the welding process generates extreme heat. This heat creates internal stress within the steel atoms. If this stress is not removed, the shell will eventually crack along the weld seam. These cracks usually appear after the first year of heavy use.
The removal of internal stress requires a specialized annealing furnace. The entire welded shell is placed inside a large oven. The temperature is raised slowly to approximately 600 degrees Celsius. The shell stays at this temperature for several hours. Then the furnace cools down at a very controlled rate. This process relaxes the molecular structure of the steel. It turns the welded cylinder into a single, tension-free unit. Factories without these large furnaces cannot produce a shell that lasts for 20 years. Annealing is the most important step for long-term structural integrity. It prevents the “brittle zone” that typically surrounds a weld seam.
A successful annealing cycle follows a strict temperature curve. Rushing this process can cause new cracks or warp the drum. Computer controls monitor the furnace every minute to ensure accuracy.
Non-destructive testing (NDT) uses advanced technology to find hidden flaws inside the metal. Visual inspections cannot find bubbles or cracks buried deep within the weld. Ultrasonic Testing (UT) uses high-frequency sound waves to scan the interior of the steel. If the sound waves hit a gap, the machine shows a spike on the screen. Magnetic Particle Testing (MT) is used to find tiny cracks on the surface that the eye might miss. These tests act as an insurance policy for the mining company. They prove that the shell is free of defects that could cause a catastrophic failure.
Fatigue is a major threat to heavy machinery. Every rotation of the mill creates a cycle of compression and tension. If a tiny internal flaw exists, it will grow slightly with every turn. After millions of cycles, the flaw becomes a major crack. This leads to slurry leaks and structural collapse. High-quality manufacturers require Level II NDT certification for all technicians. Every centimeter of the main weld seams must be scanned and documented. Providing these test reports to the customer is a standard requirement in 2026. This transparency ensures that only perfect shells leave the factory floor.
| Test Method | Primary Detection Target | Importance Level | Benefit to User |
|---|---|---|---|
| Ultrasonic (UT) | Deep internal voids | Critical | Prevents total breakage |
| Magnetic (MT) | Fine surface cracks | High | Stops slurry leaks |
| Radiographic (RT) | Weld density issues | Very High | Proves weld quality |
CNC drilling ensures that liner bolt holes are perfectly straight and accurately positioned. If holes are drilled by hand, they are often slightly slanted. A crooked hole prevents the bolt head from sitting flat against the shell. This creates a gap where pressurized slurry can escape. Slurry contains water and abrasive rock particles. Under high pressure, this mixture acts like a cutting tool. It can eat through a thick steel shell in a matter of weeks. This erosion is difficult and expensive to repair once it starts.
Large CNC floor boring machines are used to drill the holes in a single setup. This ensures that the distance between every hole is exactly according to the technical drawing. Precision holes allow the rubber or lead washers to seal the bolt perfectly. The edges of the holes are also chamfered to remove sharp burrs. Smooth edges prevent stress concentrations that could lead to cracking. Proper bolt hole fabrication keeps the outside of the mill dry and clean. It also protects the structural metal from the corrosive effects of the processed ore.
A shell must be replaced if the metal thickness is reduced by 20% or if the drum is permanently deformed. Refurbishment is a good option for small surface repairs or replacing liners. However, a shell that has lost its roundness cannot be easily fixed. An oval shell causes the mill to vibrate excessively. This vibration damages the Jaw Crusher or other nearby machines. It also causes the main gear teeth to wear out prematurely. If the cost of welding and straightening exceeds 50% of a new shell, replacement is the more logical choice.
Modern inspection tools help decide between repair and replacement. Ultrasonic thickness mapping provides a full picture of the shell’s health. If large areas are thin due to corrosion, the structural safety is compromised. A thin shell might collapse under the weight of a full charge of steel balls. Safety is the priority in any mining operation. Replacing a worn shell before it fails prevents unplanned downtime. It also allows for the installation of modern 2026 features, such as better liner systems or monitoring sensors.
Segmented shells require perfectly machined flanges and laser alignment for successful on-site assembly. Large mills are often too big to transport as a single piece. The shell is manufactured in two or more sections. These sections are joined by heavy steel flanges. The faces of these flanges must be machined to a mirror finish on a large vertical lathe. If the flanges are not perfectly flat, the shell sections will not align. A misaligned shell creates a “wobble” that destroys bearings and gears.
During on-site installation, the sections must be cleaned thoroughly. Any dust or rust on the flange face will prevent a tight seal. Technicians use laser tracking systems to ensure the sections are perfectly straight. High-strength bolts are used to join the flanges. These bolts must be tightened in a specific sequence to distribute the load evenly. Using the correct torque is vital. Over-tightening can snap the bolt, while under-tightening allows the joint to move. Precision assembly ensures the segmented mill performs just as well as a single-piece unit.
Stopping a fully loaded mill for more than 24 hours often causes permanent shell sagging. A ball mill can hold over 100 tons of steel media and ore. All this weight pushes down on the bottom of the drum. If the mill stays in one position for too long, the steel begins to bend. This is especially true in hot climates. Once the steel sags, the mill will never be perfectly round again. This results in heavy vibration and mechanical failure.
Thermal shock is another common cause of damage. Dumping very hot ore into a cold mill shell causes the metal to expand too quickly. This can lead to surface cracks and warping. Operators should always use an auxiliary drive, also called an inching drive, during shutdowns. This drive rotates the mill very slowly. It prevents the weight from resting in one spot. It also keeps the lubricating oil moving through the main bearings. Proper shutdown procedures are the easiest way to protect a massive investment in a mill shell.
Problem 1: Why does a shell crack near the manhole?
The manhole is a hole in the structural steel. This creates a point where stress concentrates. If the edges are not reinforced with a thick collar, the metal will eventually crack. Proper heat treatment after welding the collar is also necessary to prevent this issue.
Problem 2: How often should shell thickness be measured?
Thickness should be checked during every liner change. This usually happens every 6 to 12 months. Keeping a record of these measurements helps predict the remaining life of the equipment.
Problem 3: Can a bent shell be straightened?
Small deformations can sometimes be fixed with local heating and mechanical pressing. However, this often weakens the steel. For major sagging, replacement is the only safe and reliable solution.
Problem 4: Does the color of the paint matter for a shell?
The color does not affect the strength. However, high-visibility paint helps identify small slurry leaks more quickly. Specialized epoxy paints also provide a layer of protection against environmental rust.
Problem 5: Is a thicker shell always better?
Not necessarily. A shell that is too thick is very heavy and requires more power to rotate. The thickness must match the engineering design for the specific load and mill size. Material quality is more important than thickness alone.
ZONEDING has manufactured heavy mining equipment since 2004. The factory produces a full range of products, including Ball Mills, Jaw Crushers, and complete Beneficiation Equipment lines. Every mill shell is fabricated using high-precision CNC boring machines and a computer-controlled annealing furnace. The company has delivered over 500 sets of equipment annually to customers in 120 countries. ZONEDING provides full support from initial design to on-site installation and maintenance training.
Contact the engineering team today for a technical consultation or a quote on a custom mill shell.
loading…
已经是到最后一篇内容了!
 Zoneding Machine
Zoneding Machine











