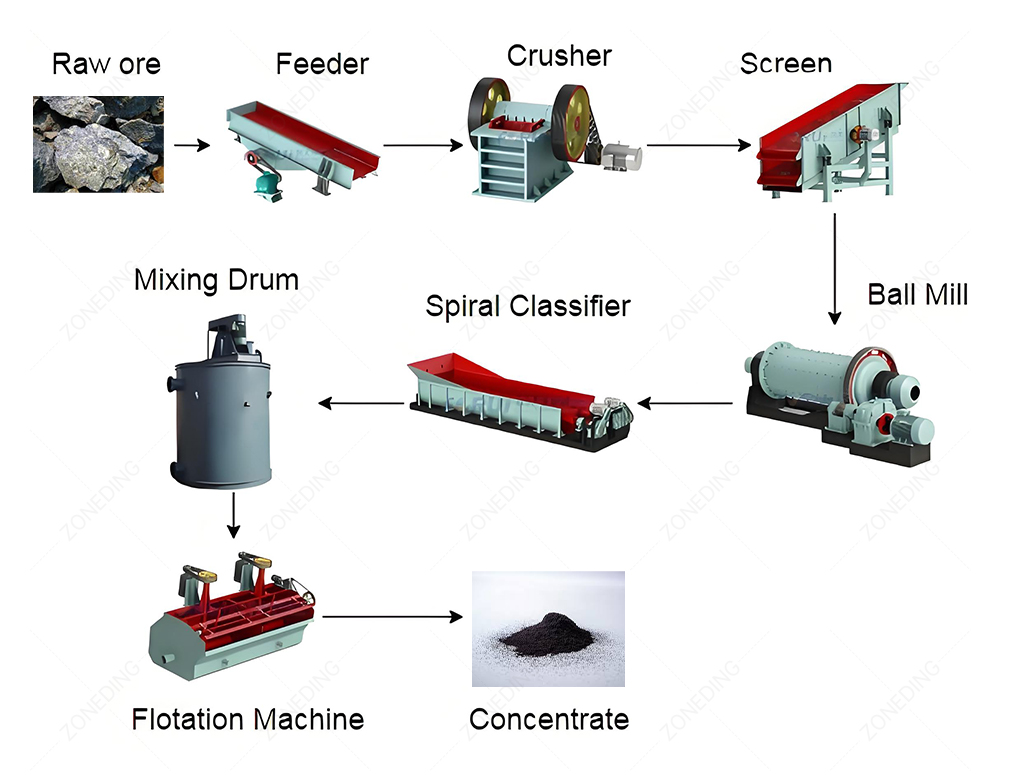
Tin ore (Cassiterite) processing primarily relies on gravity separation due to the higher density of the ore compared to its associated minerals. However, in some cases where iron oxide minerals like magnetite and hematite are present, magnetic separation or flotation processes may be employed.
ZONEDINGoffers customizable solutions and equipment for complete tin ore processing plants, enabling the maximum recovery of high-grade tin concentrate.
How To Master Tin Ore Processing: From Raw Ore to High-Purity Ingots, Addressing Key Technologies and Challenges?
Mastering tin processing requires understanding cassiterite’s properties. Need to controll grinding to minimize fines. Use efficient multi-stage gravity separation. May need flotation and magnetic steps. Finally, the concentrate must meet smelter specifications.
Tin-Ore-Processing-Shaking-Table
Tin-Ore-Processing-Smelting-Furance
Tin-Ore-Processing-Tin-Ingots
Turning tin-bearing rock into valuable metal involves more than just basic separation. It’s a process demanding careful planning, precise execution, and the right equipment.
Is Tin Ore Primarily Cassiterite? What Are Its Key Characteristics? (Basis for Mineral Processing)
Cassiterite (SnO₂) is the dominant and most important tin ore mineral. Its key characteristics are high density, hardness but significant brittleness, and typically non-magnetic nature. These properties form the basis for most tin processing strategies.
Understanding Cassiterite (SnO₂)-Key Properties of Cassiterite and Processing Implications
Knowing the specific properties of cassiterite is crucial for designing an effective beneficiation flowsheet.
Property
Description
Processing Implication
High Density
Specific Gravity (SG) ~ 6.8–7.1 g/cm³
Primary basis for gravity concentration. Much denser than common gangue minerals (quartz, feldspar, SG ~ 2.6-2.7). Enables separation using jigs, tables, spirals.
Hardness
Mohs hardness 6–7
Relatively hard, resists abrasion during transport and handling.
Brittleness
Tends to fracture easily under impact
Highly prone to generating fine particles (slimes) during crushing and grinding. Requires careful comminution strategies to minimize losses.
Magnetic Susceptibility
Typically non-magnetic or very weakly magnetic
Allows separation from magnetic associated minerals (iron oxides, wolframite, ilmenite) using Magnetic Separators.
Visual identification can be difficult; chemical analysis is key.
Chemical Inertness
Resistant to weathering and most chemical attack
Persists in placer (alluvial) deposits. Makes flotation challenging, requiring specialized reagents.
The high density makes gravity separation the go-to method. However, its extreme brittleness is arguably the most critical factor influencing process design. Generating excessive fine cassiterite during size reduction is the single biggest cause of poor recovery in many tin operations. This necessitates careful control over crushing (Jaw Crusher, Cone Crusher) and grinding (Rod Mill, Ball Mill) stages.
Why is Gravity Separation the Core and Most Common Method for Processing Tin Ore? (Application of Jigs, Tables, Spirals)
Gravity separation is the core method because cassiterite’s high density (around 7.0 g/cm³) creates a significant difference compared to typical gangue minerals (around 2.7 g/cm³). This density contrast allows for efficient and cost-effective separation using various gravity devices.
The large difference in specific gravity between cassiterite and its associated waste rock is the fundamental reason why gravity concentration dominates tin processing.
The Principle: Gravity separation techniques use gravity (or centrifugal force) and fluid dynamics (usually water) to separate minerals based on their density. Heavier minerals settle faster and behave differently in a fluid current than lighter minerals.
Key Equipment: Different devices are optimized for different particle size ranges:
Jigging Separator Machines: Effective for coarser particles (e.g., > 1 mm). Use pulsating water currents to stratify particles by density. Heavy cassiterite reports to the bottom layer.
Shaking Tables: Excellent for sand-sized particles (e.g., 0.1 mm to 1 mm). Use a shaking motion combined with a film of flowing water across a riffled deck to separate heavy minerals from light ones.
Spiral Chutes: Suitable for fine sand sizes (e.g., 0.074 mm to 0.5 mm). Use slurry flowing down a helical trough; centrifugal force and differential settling separate heavy minerals towards the inner part of the spiral.
Importance of Sizing :Crucially, effective gravity separation demands precisely sized feed. Each device operates efficiently only within a specific, narrow particle size range. Therefore, accurate screening (Vibrating Screens) into multiple size fractions before feeding the appropriate gravity device is absolutely essential for good performance.
Cost-Effectiveness: Compared to chemical methods like flotation or leaching, gravity separation generally has lower operating costs (mainly water and power) and doesn’t require expensive chemical reagents, making it economically attractive, especially for bulk processing.
ZONEDING provides a full range of reliable gravity separation equipment, including Jigs, Shaking Tables, and Spirals, designed for the demands of tin processing circuits.
How To Achieve Efficient Cassiterite Liberation Through Crushing and Grinding While Minimizing “Tin Slime” Generation?
Efficient liberation requires controlled, multi-stage crushing (Jaw Crusher, Cone Crusher) followed by staged grinding (Rod Mill, Ball Mill) with intermediate removal of liberated minerals. Crucially, avoid over-grinding at all costs to prevent excessive generation of unrecoverable tin slimes.
The Comminution Tightrope Walk
Liberating cassiterite without pulverizing it into ultra-fine slimes is the single most critical challenge in tin ore comminution.
Liberation Goal: Crushing and grinding break the ore to physically detach cassiterite crystals from the surrounding waste rock (gangue). The target grind size depends on the natural grain size of the cassiterite in the ore.
The Brittleness Problem: Cassiterite’s brittleness means it breaks much more easily than typical gangue minerals like quartz. Aggressive or prolonged grinding preferentially grinds the valuable cassiterite into very fine particles (<19 microns), often called “tin slimes”. These slimes are extremely difficult to recover using conventional gravity methods. Over-grinding is the #1 killer of tin recovery.
The Solution: Staged Grinding and Selection: Instead of grinding everything down to the final target size in one go, the best practice is:
Initial Grind: Grind only enough to liberate the coarsest cassiterite particles.
Intermediate Selection: Immediately remove the liberated coarse cassiterite using gravity separation (e.g., jigs, spirals).
Regrind Middlings: Take the material that still contains locked cassiterite (middlings) and grind it further in a secondary grinding stage.
Repeat Selection: Remove newly liberated cassiterite again using appropriate gravity devices (e.g., tables, spirals). This “grind-select-regrind-select” approach minimizes the time valuable cassiterite spends in the grinding circuit, drastically reducing over-grinding and slime generation.
Equipment Choice: Using Rod Mills for primary grinding can sometimes generate fewer fines than Ball Mills. Proper classification using screens (Vibrating Screen) or classifiers (Hydrocyclone, Spiral Classifier) is vital to control particle size in the grinding circuit.
Careful circuit design focusing on staged comminution and immediate removal of liberated product is paramount for maximizing tin recovery. ZONEDING provides robust crushers, mills, and screens suitable for implementing these controlled size reduction strategies.
How Can Efficiently Recover the Troublesome “Tin Slimes” (Fine-Grained Cassiterite)? (Multi-Stage Gravity or Flotation?)
Recovering tin slimes is difficult but crucial for maximizing overall recovery. Options include specialized fine gravity devices (multi-stage centrifugal concentrators, fine particle tables) and, increasingly, cassiterite flotation, which requires specific reagents and careful control.
Tackling the Fine Tin Challenge
The loss of tin in the slime fraction (-19 microns or even -38 microns) is often the largest single loss in a tin processing plant. Addressing this is key to improving economics.
The Problem: Conventional gravity separators like jigs, tables, and spirals become very inefficient at these fine sizes. Surface forces and fluid viscosity effects dominate over gravitational forces, preventing effective separation.
Enhanced Gravity Methods: Devices that use centrifugal force to enhance gravitational settling can recover finer particles than traditional methods. Examples include Knelson concentrators, Falcon concentrators, and Multi-Gravity Separators (MGS). These are often effective down to around 10-15 microns, but require careful feed preparation and control. Multi-stage treatment is usually necessary.
Cassiterite Flotation: This is a major focus area for recovering tin slimes. Cassiterite is not naturally floatable like sulfide minerals.
Principle: Uses specific chemical collectors that selectively adsorb onto the cassiterite surface, making it hydrophobic (water-repellent) so it attaches to air bubbles in a Flotation Machine.
Collectors: Specialized and often expensive reagents are required, such as Styrene Phosphonic Acid (SPA), alkyl hydroxamates, or combinations thereof.
Conditions: Requires careful control of pH, temperature, and the use of activators (e.g., lead ions) and depressants (e.g., sodium silicate for silicate gangue) to achieve selectivity.
Challenges: Complex chemistry, high reagent costs, sensitivity to water quality and slime coatings. However, for ores generating significant slimes, flotation might be the only viable technology to achieve acceptable overall recovery.
Other Technologies: Research continues into methods like selective flocculation (using polymers to selectively clump fine cassiterite for easier separation) and novel hydraulic separators (like fluidized bed separators).
While challenging and often costly, implementing specific fine recovery technologies, especially flotation, can turn significant losses into revenue, potentially making or breaking the profitability of a tin operation. Simply discarding the slimes means discarding valuable tin.
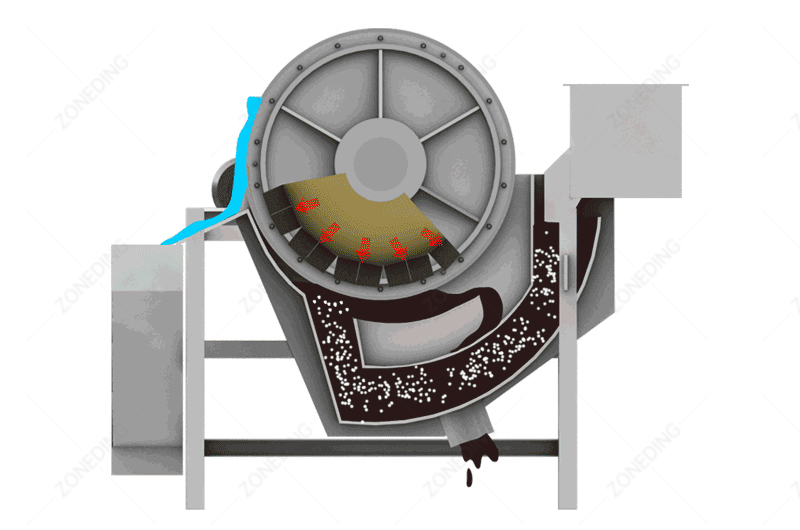
How Can Effectively Remove Common Tungsten (Wolframite) and Iron Impurities from Tin Concentrate? (The Role of Magnetic Separation)
Magnetic separation (Magnetic Separator) is the primary method used to remove weakly magnetic impurities like wolframite and various iron minerals (hematite, ilmenite) from the essentially non-magnetic cassiterite concentrate. Multi-stage magnetic separation is often employed.
Purifying the Concentrate Magnetically
After initial concentration by gravity, magnetic separation plays a crucial role in refining the tin concentrate to meet market specifications.
The Principle: This technique exploits the differences in magnetic susceptibility between minerals. Cassiterite is non-magnetic or only very weakly magnetic. Many common impurities, however, are magnetic to varying degrees.
Strongly Magnetic Minerals: Magnetite (Fe₃O₄) is strongly magnetic.
Weakly Magnetic Minerals: Wolframite ((Fe,Mn)WO₄), ilmenite (FeTiO₃), hematite (Fe₂O₃), siderite (FeCO₃), and some garnets are weakly magnetic (paramagnetic).
Multi-Stage Magnetic Separation: A typical sequence involves:
Low-Intensity Magnetic Separation (LIMS): Often done first using drum-type Magnetic Separators with relatively weak fields. This removes any highly magnetic magnetite present, which could otherwise overload downstream high-intensity separators.
High-Intensity Magnetic Separation (HIMS): Uses powerful magnets (electromagnets or strong rare-earth permanent magnets) to create high magnetic field gradients. This is necessary to capture the weakly magnetic minerals. Common types include Induced Roll Magnetic Separators (IRMS – typically dry) or Wet High-Intensity Magnetic Separators (WHIMS). This stage removes wolframite, ilmenite, hematite, etc., leaving the non-magnetic cassiterite behind.
Separating Valuable Byproducts: Magnetic separation isn’t just about removing impurities. If the associated wolframite is present in sufficient quantity and grade, magnetic separation allows it to be recovered as a separate, valuable tungsten concentrate. Careful control of magnetic field strength allows selective separation of different weakly magnetic minerals.
Feed Preparation: Effective magnetic separation, especially dry HIMS, requires the feed material to be thoroughly dry and within a relatively narrow size range. Proper drying and screening (Vibrating Screen) beforehand are important.
ZONEDING provides various types of reliable Magnetic Separators suitable for removing both strongly and weakly magnetic impurities in tin processing circuits.
What Should Be Done If the Tin Ore Contains Sulfide Minerals (like Pyrite, Arsenopyrite)? (The Role of Flotation)
Sulfide minerals are typically removed using froth flotation (Flotation Machine). This step is crucial to prevent contamination of the final tin concentrate with sulfur and harmful elements like arsenic, and its timing within the flowsheet is a key strategic decision.
Managing Sulfide Contamination
Sulfides associated with tin ore can cause major problems if not properly managed.
Why Remove Sulfides?
Concentrate Quality: Sulfur and especially arsenic are highly undesirable penalty elements in tin concentrates demanded by smelters.
Smelting Issues: Sulfur can interfere with smelting processes. Arsenic is toxic and poses significant environmental and health risks during smelting.
Processing Interference: Dense sulfides like arsenopyrite can report to the gravity concentrate along with cassiterite, making physical separation difficult.
Flotation as the Solution: Froth flotation is the standard method for selectively removing sulfide minerals.
Principle: Sulfide minerals generally respond well to flotation using specific collectors (like xanthates) that make their surfaces hydrophobic. Cassiterite, being an oxide, does not typically float under these conditions. Air bubbles introduced in Flotation Machines attach to the sulfide particles and carry them to the froth, leaving cassiterite in the pulp (tailings of the sulfide float).
Strategic Timing: Deciding when to float the sulfides is critical:
Float Before Gravity: If sulfides are relatively coarse and liberation doesn’t require very fine grinding, floating them off early (after initial grinding but before extensive gravity separation) can simplify the downstream circuit. It removes the interfering sulfides before they mix with the heavy cassiterite fraction. This may also allow recovery of valuable base metals (Pb, Zn, Cu) if present.
Float After Gravity: If sulfides are finely disseminated or require finer grinding for liberation, flotation might be done after some initial gravity steps, perhaps on middlings or tailings streams. Careful consideration of reagent compatibility with subsequent tin recovery steps (gravity or tin flotation) is needed.
Arsenopyrite Challenge: Arsenopyrite (FeAsS) is particularly problematic due to its high density (similar to some gravity middlings) and arsenic content. If flotation isn’t sufficient, sometimes roasting (heating in controlled atmosphere) is required to convert it into a more easily separable form (e.g., magnetic iron oxides) and drive off arsenic oxide (requires strict emission control).
Implementing an effective sulfide removal strategy, typically involving flotation, is essential for producing clean tin concentrates and managing environmental risks, especially when dealing with arsenic-bearing ores.
How Do Processing Flowsheets Differ for Various Tin Ore Types (Alluvial, Lode, Complex Multi-Metal)?
The processing flowsheet varies significantly based on the ore type. Alluvial ores use simpler washing/screening/gravity circuits. Lode ores require complex crushing/grinding/gravity/flotation/magnetic stages. Complex ores need highly tailored flowsheets integrating multiple techniques to recover various valuable metals.
Alluvial-Tin
Complex-Lode-Tin
Tailoring the Process to the Ore
The optimal flowsheet depends heavily on the ore’s origin, mineralogy, and complexity.
Alluvial (Placer) Tin:
Characteristics: Cassiterite weathered from primary deposits, concentrated in riverbeds, beaches, or ancient terraces. Typically loose sand and gravel with clay.
Flowsheet: Relatively simple. Focuses on:
Excavation: Dredging, monitors, or earth-moving equipment.
Washing/Scrubbing: Vigorous washing (e.g., trommel screens with scrubbers, log washers) to break down clay and mud is critical. ZONEDING’s Sand Washing Machine technology is relevant here.
Screening: Removing oversize boulders and classifying feed for gravity separation using Vibrating Screens.
Gravity Concentration: Multi-stage using Jigs (for coarser fractions), Spirals, and Shaking Tables (for finer fractions).
Lode (Hard Rock) Tin:
Characteristics: Cassiterite hosted within solid rock (e.g., granite, quartz veins), often associated with sulfides and other minerals.
Flowsheet: Much more complex, typically involving:
Gravity Concentration: Multi-stage using jigs, spirals, tables, potentially enhanced gravity devices for fines.
Magnetic Separation: To remove Fe, W impurities.
Possible Tin Flotation: For slime recovery.
Complex Multi-Metal Tin Ores:
Characteristics: Tin occurs alongside significant amounts of other valuable minerals (e.g., Tungsten, Tantalum/Niobium, Lead, Zinc, Copper, Silver).
Flowsheet: Highly customized, integrating various techniques to selectively recover each valuable component. May involve combinations of gravity, flotation (multiple stages for different minerals), magnetic separation, electrostatic separation, and potentially hydrometallurgy (leaching) for specific elements. Requires detailed mineralogical understanding and complex circuit design.
Understanding the ore type through thorough geological and mineralogical studies is the essential first step to developing an appropriate and effective processing flowsheet. ZONEDING offers a wide range of equipment applicable across these different flowsheet types.
What Smelting and Refining Steps Are Needed to Get from Qualified Tin Concentrate to Final Metallic Tin Ingots?
Tin concentrate is typically smelted using carbothermic reduction (heating with carbon in a furnace) to produce crude tin metal. This crude tin then undergoes pyrometallurgical or electrolytic refining processes to remove remaining impurities and achieve final high-purity tin ingots.
From Concentrate to Metal
The conversion of tin concentrate (primarily SnO₂) to metal (Sn) is a high-temperature pyrometallurgical process, usually carried out at dedicated smelting facilities.
Smelting (Reduction):
Process: The core process is carbothermic reduction. Tin concentrate is mixed with a reducing agent (usually coal, coke, or charcoal) and fluxes (like limestone, to help melt impurities into a slag). This mixture is heated to high temperatures (typically 1200-1350°C) in furnaces (e.g., reverberatory furnaces, rotary furnaces, or electric furnaces).
Chemistry: The carbon reduces the tin oxide to metallic tin: SnO₂ + C → Sn (liquid) + CO₂↑ (or SnO₂ + 2CO → Sn + 2CO₂↑).
Products: Molten crude tin settles at the bottom due to its high density. A molten slag layer forms above it, containing silica, fluxes, and most of the iron and other gangue oxides. Off-gases (CO₂, CO, SO₂ if sulfur is present) are also produced.
Refining: The crude tin from smelting still contains dissolved impurities (e.g., Fe, As, Sb, Bi, Cu, Pb). Refining is necessary to achieve the high purity required by the market (often >99.85% Sn). Common methods include:
Pyrometallurgical Refining: Involves sequential steps in kettles:
Liquation: Gently heating the crude tin allows lower-melting-point tin to melt and separate from higher-melting-point impurities like iron and copper compounds.
Impurity Removal: Adding specific reagents (like aluminum for arsenic/antimony removal, sulfur for copper removal) or techniques like air blowing (“poling”) to selectively oxidize impurities, which are then skimmed off as drosses.
Electrolytic Refining: Similar to copper refining. Crude tin anodes are dissolved in an acidic electrolyte, and pure tin plates onto cathodes, leaving most impurities behind in the electrolyte or as anode slimes. This method produces very high purity tin but is more expensive.
The choice of smelting and refining methods depends on the concentrate composition, desired final purity, scale of operation, and economic factors. These complex, high-temperature operations are typically performed by specialized smelting companies rather than at the mine site.
What Key Mineral Processing Equipment is Needed to Successfully Build or Operate a Tin Concentration Plant?
Removing water from final concentrate and tailings.
Selecting robust, reliable, and correctly sized equipment is fundamental to achieving consistent plant performance and maximizing recovery. Partnering with experienced suppliers like ZONEDING ensures access to quality machinery tailored to the specific needs of your tin processing operation.
What Are the Environmental Considerations When Processing Tin Ores Containing Arsenic or Other Harmful Elements?
Processing arsenic-bearing tin ores poses significant environmental risks, primarily through contaminated tailings, wastewater, and potential air emissions (if roasting). Responsible management requires secure, engineered tailings storage, effective wastewater treatment to remove arsenic, dust control, and strict adherence to environmental regulations.
Toxic-Arsenic-Powder
Contaminated-Tailings
Managing Environmental Risks, Especially Arsenic
Arsenic, often present as arsenopyrite (FeAsS) in lode tin deposits, is a major environmental concern that requires careful management throughout the processing lifecycle.
Key Risks:
Tailings Contamination: Tailings (waste rock after mineral extraction) can contain residual arsenic minerals. If not stored securely, arsenic can leach into groundwater or surface water through weathering and oxidation, contaminating water resources.
Wastewater Discharge: Process water used in grinding, flotation, and dewatering can become contaminated with dissolved or suspended arsenic. Discharging untreated water can pollute rivers and harm aquatic life.
Dust Generation: Dust from crushing, grinding, and handling dry ore or tailings can contain arsenic, posing inhalation risks to workers and potentially contaminating surrounding areas.
Air Emissions (Roasting): If roasting is used (e.g., to treat arsenopyrite), arsenic can be volatilized as toxic arsenic trioxide (As₂O₃) gas, requiring efficient off-gas capture and scrubbing systems.
Best Practices for Management:
Secure Tailings Storage: Constructing engineered tailings storage facilities (TSFs) with impermeable liners and robust water management systems (collection ponds, seepage control) to prevent arsenic migration. Long-term stability and closure plans are essential.
Wastewater Treatment: Implementing effective water treatment plants to remove dissolved arsenic before discharge or recycling. Common methods include precipitation (e.g., iron co-precipitation), adsorption onto specific media, or membrane filtration.
Dust Suppression: Using water sprays, enclosures, and good housekeeping practices to minimize fugitive dust emissions at transfer points, crushers, and storage areas.
Air Pollution Control: If roasting, installing baghouses, scrubbers, or electrostatic precipitators to capture arsenic-containing particulates and fumes from off-gases.
Arsenic Fixation: Exploring technologies to convert dissolved arsenic into highly stable, low-solubility mineral forms (like scorodite, FeAsO₄·2H₂O) for safer long-term disposal in tailings.
Regulatory Compliance: Strict adherence to national and international environmental regulations regarding arsenic handling, discharge limits, and waste disposal is mandatory.
Proactive environmental management, particularly for arsenic, is crucial not only for legal compliance and protecting ecosystems but also for maintaining a social license to operate.
When Evaluating Tin Processing Options, What Technical and Economic Indicators Are Most Critical?
Key technical indicators include tin recovery rate, concentrate grade (Sn%), and impurity levels (especially penalty elements). Critical economic indicators are operating cost (OPEX), capital cost (CAPEX), and the final net value of the produced concentrate, considering smelter terms.
Measuring Performance: Key Metrics. Evaluating the viability and efficiency of a tin processing operation requires tracking several critical technical and economic parameters.
Critical Technical and Economic Indicators for Tin Processing:
Indicator Category
Specific Metric
Importance
Notes
Technical
Recovery Rate (%)
Measures how much of the tin in the feed ore is captured into the final concentrate. Directly impacts revenue.
Balancing recovery vs. grade is often necessary.
Concentrate Grade (Sn%)
Measures the purity of the final product. Higher grade generally means higher value per tonne.
Must meet minimum smelter requirements.
Impurity Levels (Fe, As, S, etc.)
Measures contaminants. High levels incur penalties or rejection by smelters. Critical for marketability.
Target levels depend on specific smelter contracts.
Throughput (tonnes/hour or day)
Measures the processing capacity of the plant. Affects overall production volume.
Needs to match mining rate and equipment capacity.
Liberation Size / Grind Size
Indicates the particle size needed to free cassiterite. Impacts grinding energy and slime generation.
Determined by mineralogical studies.
Equipment Availability (%)
Measures how much time the plant is actually operating versus down for maintenance. Affects actual production vs. potential.
Reliable equipment (like ZONEDING’s) contributes to high availability.
Economic
Operating Cost (OPEX)
Cost per tonne of ore processed or per unit of tin produced (e.g., /tonneore,/lb Sn). Includes power, water, labor, reagents, maintenance.
Gravity circuits generally have lower OPEX than complex flotation/leaching.
Capital Cost (CAPEX)
Initial investment cost to build the plant. Includes equipment, engineering, construction.
More complex flowsheets usually have higher CAPEX.
Concentrate Net Value
Actual price received after accounting for grade, recovery, treatment charges, refining charges, and penalties for impurities.
This is the ultimate measure of process economic success.
Profitability Metrics
Net Present Value (NPV), Internal Rate of Return (IRR), Payback Period.
Overall financial viability indicators for the project.
A successful tin processing operation finds the optimal balance between achieving high technical recovery and producing a concentrate that meets market specifications at an acceptable economic cost. Focusing solely on maximizing recovery without considering concentrate quality or operating costs can lead to an unprofitable venture.
How To Choose Experienced Tin Processing Technology Partners or Equipment Suppliers?
Choose partners with demonstrated, specific experience in tin mineral processing. Assess their understanding of cassiterite’s unique challenges (brittleness, fines recovery). Evaluate their test work capabilities, equipment reliability and suitability, focus on practical economics, and commitment to support.
ZONEDING- the Right Expertise for Tin
Partnering with the right technical experts and suppliers is crucial for navigating the complexities of tin ore processing.
Specific Tin Processing Experience: Go beyond general mineral processing expertise. ZONEDING as equipment manufacturers, with a proven track record working specifically with tin ores. ZONEDING can provide project references and case studies relevant to your ore type (alluvial, lode, complex).
Understanding of Core Tin Challenges: ZONEDING really understand:
The critical need for slime minimization and control.
The vital role of precise sizing for gravity separation.
The difficulties and potential solutions for fine tin recovery.
Strategies for managing associated sulfides or magnetic minerals.
The importance of meeting final concentrate specifications for smelters.
Robust Test Work Capabilities: ZONEDING,which involved in process design, have access to well-equipped metallurgical laboratories. ZONEDING has the ability to conduct comprehensive mineralogical analysis and beneficiation test work (grindability, gravity, flotation, magnetic) on representative samples of your specific ore.
Reliable and Suitable Equipment: For equipment suppliers like ZONEDING, assess the quality, durability, and reliability of their machinery. ZONEDING can offer equipment appropriately sized and design for the specific demands of each stage in a tin processing circuit (e.g., robust crushers, efficient gravity separators, reliable screens). ZONEDING has customization capabilities.
Practical and Economic Focus: The best partners understand that the goal is not just technical elegance but profitable operation.ZONEDING can help develop a flowsheet that is practical, operable, and economically viable, considering both CAPEX and OPEX, and targeting a marketable product.
Strong Support and Service: ZONEDING has the ability to provide installation support, commissioning assistance, operator training, spare parts availability, and ongoing technical support.
Investing time upfront to thoroughly evaluate and select partners with deep, specific tin processing expertise significantly increases the chances of developing and operating a successful and profitable tin concentration plant.
Conclusion
Mastering tin ore processing requires understanding cassiterite’s unique nature. Success relies on controlling grinding, precise multi-stage separation (especially gravity), managing impurities effectively, and meeting market demands for the final concentrate.
How we use cookies
We use cookies to ensure that we give you the best experience on our website. If you continue to use this site we will assume that you are happy with it.
Privacy Policy
Send us a message
We would love to hear from you
Submit your question and our team will respond to the email provided as soon as possible.


















 Zoneding Machine
Zoneding Machine

















