Safe operation of the hydraulic roll crusher ensures a long machine life. The hydraulic system provides the necessary pressure for effective crushing. This guide covers essential operating procedures and maintenance steps. Following these rules prevents accidents and reduces downtime. It is important to monitor pressure and wear regularly. This information helps operators achieve the best performance in 2026.
What checks must happen before starting the hydraulic roll crusher?
Mechanical and hydraulic checks are the first step every day. Personnel must inspect all bolts on the machine frame. Loose bolts cause vibration and damage the structure. The oil level in the hydraulic tank must be within the safe range. Low oil leads to air in the system. This causes the cylinders to move unevenly. Check the hydraulic hoses for any leaks or cracks. High-pressure oil leaks are dangerous for the staff. The roll surface must be clear of any debris or tools. Inspect the lubrication points for the bearings. Every bearing needs the right amount of grease to stay cool. Check the tension of the drive belts or the condition of the coupling. Any sign of wear means the part needs a replacement. These simple steps prevent major breakdowns later in the day. Proper inspection is part of standard .
Essential Pre-Start Parameters
Check Point
Standard Condition
Benefit
Hydraulic Oil Level
Between Min and Max
Prevents pump cavitation
Bolt Tightness
No movement
Reduces structural vibration
Roll Surface
Clean and empty
Prevents motor overload
User Tips for Checks
Visual Inspection: Look for oil puddles under the hydraulic station.
Manual Check: Rotate the drive wheel by hand to ensure it moves freely.
Sensor Test: Ensure the temperature and pressure sensors show a zero reading when off.
What is the standard start-up sequence for the hydraulic station and motor?
The start-up sequence follows a strict logic to protect the equipment. The hydraulic station must start first. This allows the system to build the working pressure. This pressure holds the rolls in the correct position. The operator should wait for the pressure to reach the set point on the gauge. This usually takes between 30 and 60 seconds. Then, the main motor can start. Starting the motor while the hydraulic pressure is low is incorrect. It causes the rolls to move during the first impact. This movement damages the hydraulic cylinders and the bearing seats. The interval between the pump and the motor ensures the lubrication oil is also flowing. Many modern systems use an interlock to prevent the motor from starting too early. Following this order protects the electrical system from high current surges.
Sequence Logic Table
Step Number
Component
Action
Reason
1
Hydraulic Pump
Start
Builds holding pressure
2
Delay Timer
Wait 60s
Stabilizes oil flow
3
Main Motor
Start
Begins roll rotation
Operator Tips for Startup
Pressure Gauge: Watch the needle stabilize before hitting the motor start button.
Listen: Check for unusual clicking sounds in the hydraulic valves.
Cold Weather: Let the oil pump run longer in winter to warm up the fluid.
Why must the crushing chamber be empty before starting?
Starting a roll crusher with material inside is a mistake. This is called a loaded start. It puts a massive load on the main motor. The motor might stall or blow a fuse. It also strains the drive belts and the gearbox. The rolls need to reach their full operating speed before they touch any stone. This speed provides the kinetic energy needed for efficient crushing. If material stays in the chamber from the last shift, it can get damp. Damp material sticks to the rolls and creates a blockage. The hydraulic system might try to push the rolls back to clear the blockage. This creates high-pressure spikes in the oil lines. These spikes can burst seals or damage the pump. Always ensure the chamber is empty before hitting the start button. This rule saves the motor and the power system.
What are the normal hydraulic pressure ranges and temperature alarms?
The hydraulic station works within a specific pressure range to keep the rolls together. Most machines operate between 5 MPa and 10 MPa. If the pressure is too low, the rolls will push apart. This makes the final product size too large and irregular. If the pressure is too high, the machine frame experiences unnecessary stress. The operator must adjust the pressure based on the hardness of the ore. Harder ore requires higher pressure for effective crushing. Oil temperature is a critical factor for the health of the pump and valves. The normal operating temperature is 30 to 50 degrees Celsius. An alarm will sound if the oil reaches 60 degrees. High temperatures make the hydraulic oil too thin. Thin oil does not lubricate the internal parts of the pump. It also causes the rubber seals to become brittle and leak. The cooling system must start if the temperature rises above the limit. Keeping the oil cool extends the life of the entire hydraulic circuit.
Hydraulic System Limits
Working Pressure: 5 MPa to 12 MPa depending on the model.
Max Oil Temperature: 60°C (system shutdown usually occurs at 65°C).
Minimum Pressure: 3 MPa (the machine should stop for safety).
How to regulate the feeding equipment for even roll pressure?
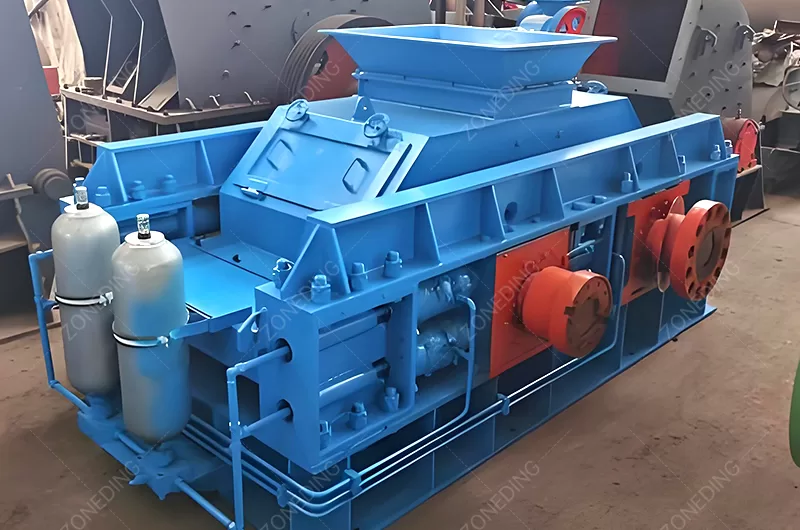
The life of the roll shell depends on how the material enters the machine. The feeder must distribute the ore across the entire width of the rolls. If the ore falls only in the center, the center will wear down fast. This creates a “saddle” shape on the roll surface. A saddle shape makes it impossible to produce fine sand. The gaps at the edges stay large while the center is narrow. Proper feeding ensures the roll surface stays flat for a long time. Operators should use a distribution plate or a wide vibrating feeder. The feed speed must remain constant to prevent pressure spikes. Sudden dumps of material cause the hydraulic system to react violently. This leads to fatigue in the machine frame. Staff must check the feed pattern every hour. If the feed is hitting one side, the feeder must be adjusted immediately. Even wear reduces the need for expensive roll grinding or replacement.
Roll Crusher
Customer Site for Roller Crusher
Feeding Impact on Wear
Feed Pattern
Resulting Wear
Product Quality
Center Focused
Saddle Shape
Poor (too many coarse bits)
Left or Right Side
Tapered Wear
Bad (unstable operation)
Full Width
Even Wear
Excellent (consistent size)
Practical Feeding Suggestions
Use a Feeder Box: A box helps to slow down the material before it hits the rolls.
Check the Cheek Plates: Ensure the side plates are tight to prevent material from leaking.
Monitor the Motor: If one motor is hotter, the feed is likely uneven.
How do metal objects affect the hydraulic protection system?
Metal objects like drill bits or shovel teeth are “tramp iron.” These objects are too hard to be crushed. When metal enters the rolls, the hydraulic pressure spikes instantly. The relief valve must open to let the oil flow back to the tank. This allows the moving roll to retreat and let the metal pass through. Without this feature, the metal would break the rolls or the main shaft. The nitrogen accumulator plays a key role here. It acts as a storage for energy during the impact. If the nitrogen pressure is wrong, the roll will not retreat fast enough. This causes a massive mechanical shock. Repeated impacts with metal will crack the roll shells. Staff should use a magnetic separator before the crusher to catch these items. Keeping metal out of the chamber is the best way to protect the hydraulic system.
What are the standards for bearing temperature and vibration?
Bearings handle the full load of the crushing process. Their temperature must stay below 75 degrees Celsius during operation. Staff should use an infrared thermometer to check the bearing housings every two hours. A sudden rise in temperature means the bearing is failing or needs grease. If the temperature hits 80 degrees, the operator must stop the machine. Overheating will melt the bearing cage and lock the shaft. Vibration is a sign of imbalance or loose parts. The machine should run with a steady sound and very little shaking. If the vibration frequency changes, a rock might be stuck on the roll. Or, the roll shells might be loose. Some machines have vibration sensors that stop the motor automatically. High vibration damages the foundation and the electrical connections. Regular monitoring catches these problems before the machine breaks down.
How to safely adjust the roll gap for product size?
The gap between the rolls determines the size of the finished stone. Adjusting this gap is a common task. This must happen while the feeder is off and the machine is empty. The hydraulic system moves the floating roll to the desired position. Staff then lock the position using shims or hydraulic locks. The gap must be equal on both the left and right sides of the rolls. An uneven gap causes the machine to vibrate. It also makes the product size inconsistent. Use a feeler gauge to measure the gap accurately. If the gap is 5mm on one side, it must be 5mm on the other side. Safety is very important during this adjustment. No one should put their hands near the rolls while the hydraulic pump is running. Proper gap control ensures the product meets the project requirements.
What are the emergency stop steps for leaks or overloads?
An emergency stop is for immediate danger to the machine or staff. If a hydraulic hose bursts, the oil will spray out under high pressure. The operator must hit the red emergency button immediately. This button stops the pump and the motor at once. The same step is necessary if the motor begins to smoke or makes a loud grinding noise. An electrical overload also requires an immediate stop to prevent a fire. After an emergency stop, the machine is still under pressure. Do not touch any hydraulic lines until the pressure is released. Find the source of the leak or the cause of the overload. If the chamber is full of stone, it must be cleared by hand. The system must be inspected by a technician before the next start. Following the Crusher emergency stop procedure prevents small accidents from becoming disasters.
How to stop the machine at the end of a shift?
Stopping the machine requires a specific order. First, turn off the feeding equipment. The rolls must continue to turn until all the material is gone. An empty chamber ensures the next start is easy and safe. Then, stop the main motors. The rolls will take some time to stop spinning due to their weight. Do not try to stop them by throwing rocks into the chamber. The hydraulic station is the last part to turn off. Some operators leave the pump on for 5 minutes to let the oil circulate through the cooler. Finally, turn off the main power isolator. This prevents accidental starts. Check the machine for any new leaks or loose bolts after it stops. This is the best time to perform a quick inspection. A clean shutdown process protects the equipment for the next day.
How to use the LOTO procedure for maintenance?
Lock Out Tag Out (LOTO) is the most important safety rule. It ensures the machine cannot start while a person is inside or near the rolls. First, turn off the main electrical breaker. Put a padlock on the handle and take the key with you. Then, put a tag on the lock with your name and the date. This tells everyone that you are working on the machine. The hydraulic pressure must also be released. Open the drain valves to let the oil return to the tank. A cylinder under pressure can move suddenly even with the electricity off. This “stored energy” is a major hazard. Check the pressure gauges to ensure they read zero. Use mechanical blocks to prevent the rolls from turning. This process is essential for Safety production of mineral processing equipment.
What parameters should be recorded for roll shell wear?
Roll shells are the main wear part of the crusher. Staff must measure the thickness of the shells every week. Use a micrometer or a template to check the surface. Record the measurements in a logbook. This record helps the management predict when the shells will need replacement. It prevents unexpected downtime during a busy production period. Look for deep pits or cracks on the metal surface. Small pits are normal, but deep cracks are dangerous. A cracked shell can shatter and destroy the machine. Note the gap between the rolls and the cheek plates. If the gap is too large, the stone will leak out and wear the machine frame. Tracking these numbers is a key part of Roll shell wear monitoring. It ensures the machine produces high-quality material for the longest possible time.
Wear Parameter
Record Frequency
Replacement Threshold
Shell Thickness
Weekly
30% of original depth
Surface Flatness
Bi-weekly
5mm deviation (Saddle)
Cheek Plate Gap
Daily
3mm maximum
FAQs
Question 1: How often should the hydraulic oil be replaced? Replace the hydraulic oil every 2000 hours of work. If the oil looks white or cloudy, change it immediately. Cloudy oil contains water which will rust the pump and valves. Question 2: Why is the oil temperature rising above 60 degrees? The most common cause is a dirty oil cooler or a blocked filter. It can also be a sign of a failing pump. Clean the cooling fins and check the oil level first. Question 3: How often should the nitrogen pressure be checked? Check the nitrogen pressure in the accumulator once a month. If the nitrogen leaks, the hydraulic system will lose its ability to handle impacts from metal. Question 4: Can the machine crush stones larger than the feed opening? No. Large stones will bounce on top of the rolls. This causes vibration and can damage the feeder. Always follow the maximum feed size limit in the manual. Question 5: What causes the main motor to trip the breaker? This usually happens due to a loaded start or an uneven feed. Check if the chamber is full of stone. Also, ensure the drive belts are not too tight.
Summary and Recommendations
Safe operation of the hydraulic roll crusher requires daily attention to pressure and wear. Operators must follow the correct startup and shutdown sequences. Monitor the bearing temperature and the feed distribution every hour. Use LOTO procedures for all maintenance work to protect staff. Record the roll shell thickness every week to plan for replacements. These steps ensure the machine runs efficiently in 2026. Keeping the machine clean and well-lubricated is the best way to prevent high repair costs.
About ZONEDING
ZONEDING is a professional manufacturer of mining and crushing equipment. We have produced high-quality machines since 2004. Our products are in use in over 120 countries worldwide. We offer direct factory sales and full technical support. Our engineers help customers design the best production lines for their specific needs. We focus on efficiency, safety, and long-term reliability for all our clients. Contact us for a free technical consultation and equipment quote.
Investing in a mobile crushing station for mining requires careful equipment selection. Showroom specifications often fail in actual quarry environments. Remote mines lack reliable power grids, clean air, and fast internet. Standard equipment conf...
The magnetic separation method is a crucial technique to improve mineral purity and recover valuable metals. This process uses the physical property of magnetism to divide iron-bearing minerals from waste rocks. A high-efficiency ensures that a mi...
I have spent 50 years in the mining and recycling industry. I have seen people turn piles of trash into mountains of cash. But I have also seen many people lose everything because they bought the wrong machine. In 2026, urban recycling is a gold m...
The real ball mill cost is not the machine quote alone. In most plants, the 5-year total is around 2.5x to 4x of the purchase value after wear, power, downtime, and recovery impact are included. This guide shows how to calculate bal...
We use cookies to ensure that we give you the best experience on our website. If you continue to use this site we will assume that you are happy with it.
Privacy Policy
Send us a message
We would love to hear from you
Submit your question and our team will respond to the email provided as soon as possible.
 Zoneding Machine
Zoneding Machine