The selection between Direct Flotation and Reverse Flotation constitutes a fundamental engineering decision in the design of mineral processing circuits. This choice is not merely based on mineral hydrophobicity but involves a complex analysis of mass balance, feed grade, reagent costs, and the specific mineralogical composition of the ore. Correctly identifying the appropriate method determines the operational efficiency, the achievable concentrate grade, and the overall economic viability of the beneficiation plant. This article provides a detailed technical comparison of these two methodologies, analyzing their application in sulfide, oxide, and silicate mineral separation.
The distinction between direct and reverse flotation lies in the target of the hydrophobicity modification. The physical configuration of the flotation machine remains largely the same; the difference is entirely chemical and operational.
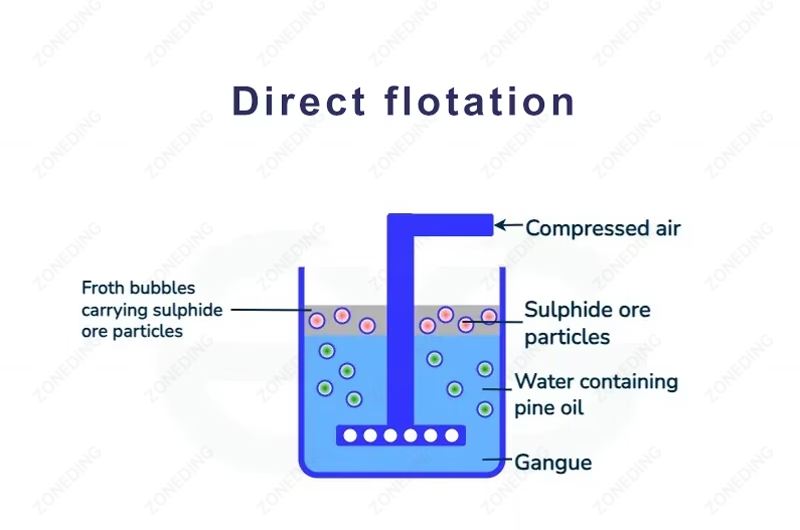
Direct Flotation Mechanism
In direct flotation, the valuable mineral is rendered hydrophobic through the use of specific collectors. Air bubbles introduced into the pulp attach to the valuable mineral particles, lifting them to the surface to form a mineralized froth. The froth is collected as the concentrate, while the gangue minerals (waste) remain hydrophilic and sink to the bottom of the cell to be discharged as tailings. This is the standard method for most sulfide minerals.
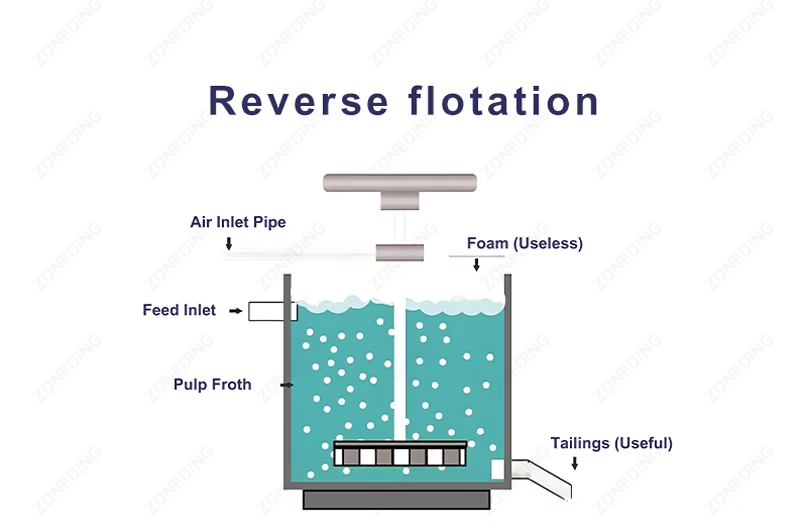
Reverse Flotation Mechanism
Reverse flotation operates on the inverse logic. The gangue minerals (typically silicates or calcite) are rendered hydrophobic and floated to the surface. The froth layer contains the waste material, while the valuable mineral remains hydrophilic and is discharged from the bottom of the cell. In this scenario, the “underflow” constitutes the final concentrate. This method is frequently employed when the valuable mineral is difficult to float or when high-purity concentrates are required by removing specific impurities.
Feature
Direct Flotation
Reverse Flotation
Froth Product
Valuable Concentrate
Tailings (Gangue)
Underflow Product
Tailings (Gangue)
Valuable Concentrate
Target Hydrophobicity
Valuable Mineral
Gangue Mineral
Typical Application
Sulfides (Cu, Pb, Zn)
Oxides (Fe), Phosphates
Process Selection Criteria: Mass Balance
The “Mass Balance” principle is the primary determinant in choosing between the two methods. The efficiency of a flotation cell is limited by its froth carrying capacity—the maximum amount of solid material that can be physically transported over the cell lip per minute.
Low-Grade Ores (Direct Flotation)
Copper
Gold
Molybdenum
For ores where the valuable mineral constitutes a small fraction of the total mass (e.g., Copper, Gold, Molybdenum with grades <1% to 5%), direct flotation is the standard choice. Attempting to float 95% of the gangue (waste) to recover 5% of the valuable mineral is mechanically inefficient and requires excessively large flotation circuits. Direct flotation minimizes the mass transfer to the froth phase, allowing for smaller equipment sizing and lower energy consumption.
High-Grade Ores (Reverse Flotation)
Iron
Phosphate
Coal
For ores where the valuable mineral constitutes a significant portion of the feed (e.g., Iron ore at 40-50% or Phosphate), reverse flotation often proves more efficient. If the target is to upgrade a 45% iron feed to a 65% concentrate, removing the lesser volume of silica gangue via the froth is mechanically superior. Floating the heavy, abundant iron minerals would require massive froth surface areas and lead to significant entrapment of gangue due to the high solids flux.
Impact on Grade and Recovery
The selection of flotation direction fundamentally shifts the trade-off curve between concentrate quality (grade) and total metal recovery.
Advantages of Direct Flotation for Recovery
Direct flotation typically excels in maximizing recovery. Operators can increase collector dosage to ensure all valuable particles are captured. While this aggressive approach may float some gangue via entrainment (lowering grade), it ensures minimal loss of valuable metal to tailings. It is generally easier to recover a scarce mineral directly than to ensure it does not accidentally float during a reverse process.
Advantages of Reverse Flotation for Grade
Reverse flotation is often the superior method for achieving high-purity concentrates. By floating the gangue, the process allows for the selective removal of specific impurities (such as silica or alumina) that are detrimental to downstream smelting or chemical processing. The valuable mineral remains in the pulp phase, unaffected by the mechanical instability of the froth. This is why Iron Ore Beneficiation relies heavily on reverse flotation to reduce silica content below 4%.
Reagent Systems and Cost Analysis
The chemical regimes required for these two processes differ significantly, directly impacting the Operating Expenditures (OpEx).
Reagents in Direct Flotation
Direct flotation of sulfides typically utilizes thiol-based collectors such as Xanthates or Dithiophosphates. These reagents are:
Cost-Effective: Generally lower cost per ton.
Stable: Effective across a moderate pH range (usually alkaline).
Selective: naturally high affinity for sulfide minerals.
Reagents in Reverse Flotation
Reverse flotation, particularly for silicate removal, often employs cationic collectors (Amines) or anionic collectors (Fatty Acids).
High Cost: Amine collectors are significantly more expensive than Xanthates.
pH Sensitivity: Reverse flotation often requires precise pH control. For example, floating silica from iron ore may require raising the pH to 11 using lime or caustic soda, or lowering it with sulfuric acid depending on the specific collector system. This consumption of pH regulators often exceeds the cost of the collector itself.
Water Sensitivity: Fatty acid collectors used in reverse flotation are sensitive to water hardness (Calcium and Magnesium ions). Hard water causes reagents to precipitate as insoluble soaps, rendering them ineffective. This necessitates the installation of water softening systems or the use of specific, more expensive synthetic collectors.
The Effect of Slimes and Fine Particles
Particle size distribution, specifically the presence of ultra-fine particles (slimes), affects direct and reverse flotation differently.
Lead-zinc ore flotation
Iron sulfide flotation
Slimes in Direct Flotation
In direct flotation, slimes can coat larger valuable particles (“slime coating”), preventing collector adsorption and reducing recovery. While problematic, this issue is often manageable through dispersants and stage-grinding.
Slimes in Reverse Flotation (Cationic)
The presence of slimes is detrimental to cationic reverse flotation. Clay minerals and slimes possess high specific surface areas and often carry negative surface charges. Cationic collectors (Amines) indiscriminately adsorb onto these huge surface areas rather than the target silica particles.
Reagent Consumption: Slimes act as a “reagent sponge,” absorbing vast quantities of expensive collectors with no metallurgical benefit.
Requirement for Desliming: To make reverse flotation economically viable, effective desliming using Hydrocyclones is almost always mandatory. The removal of the -10 micron fraction prevents excessive reagent consumption but may result in the loss of some valuable mineral contained within the fines.
Operational Advice for Fines Management
Desliming Efficiency: Ensure hydrocyclones are optimized for a sharp cut point.
Dispersants: Use sodium silicate or other dispersants to prevent slime aggregation.
Regrinding: Avoid over-grinding in the Ball Mill to minimize slime generation.
Operational Control and Visual Indicators
The operational philosophy and visual management of the plant differ between the two methods.
Visual Assessment
Direct Flotation: Operators monitor the froth for mineralization. A loaded, stable froth indicates good recovery. The visual cue correlates directly with revenue generation.
Reverse Flotation: The froth represents waste. Operators must monitor the froth to ensure it carries gangue, but the critical product (the concentrate) is submerged and invisible. This counter-intuitive nature requires greater reliance on automation and Drying Equipment analysis to verify final product moisture and grade.
Environmental Considerations
Tailings management strategies must account for residual reagents. Direct flotation tailings contain xanthates which degrade relatively quickly. Reverse flotation froths (which become tailings) contain amines or fatty acids. These surfactants are persistent and can cause foaming issues in tailings dams and water recycling circuits. Water treatment plants must be designed to handle these specific chemical loads.
Common Applications and Case Studies
Different mineral industries have standardized on specific methods based on the logic of mass balance and mineralogy.
Iron Ore Processing
The global standard for hematite and magnetite concentration involves magnetic separation followed by Reverse Cationic Flotation.
Goal: Reduce Silica (SiO2) from 10% to <4%.
Process: The iron minerals are depressed (made hydrophilic) using starch. The silica is activated and floated using amines at pH 10-11.
Result: A high-grade iron concentrate remains in the cell underflow.
Goal: Recover Copper sulfides (Chalcopyrite, Bornite) from a largely siliceous host rock.
Process: Xanthate collectors selectively target copper. Lime is used to depress pyrite.
Result: A copper concentrate is produced in the froth.
Phosphate Processing (The Crago Process)
Phosphate beneficiation often employs a “Double Flotation” strategy to handle complex gangue.
Direct Flotation: Fatty acids float the phosphate minerals (and some silica), leaving silica sand behind.
Acid Scrubbing: The concentrate is scrubbed with acid to remove the fatty acid coating.
Reverse Flotation: Amines are introduced to float the remaining fine silica from the phosphate concentrate. This hybrid approach leverages the recovery benefits of direct flotation and the grade benefits of reverse flotation.
Operational Summary Table
Parameter
Direct Flotation
Reverse Flotation
Collector Charge
Negative (Anionic)
Positive (Cationic) or Anionic
Sensitivity to Slimes
Moderate
High (Requires Desliming)
Sensitivity to Water Hardness
Low
High (esp. with Fatty Acids)
Reagent Cost
Generally Lower
Generally Higher
Tailings Handling
Standard
Potential Foaming Issues
Conclusion
The decision between Direct and Reverse Flotation is strictly dictated by the ore characteristics and economic targets.
Direct Flotation is the preferred route for low-grade sulfide ores where recovery is paramount and the valuable mineral is the minority component.
Reverse Flotation is essential for high-grade oxide and industrial minerals where silica removal and concentrate purity are the primary objectives. A thorough metallurgical test work program, including mineralogy analysis and locked-cycle flotation tests, is required to validate the chosen path. Factors such as water quality, slime generation, and local reagent availability must be integrated into the final feasibility study.
About ZONEDING
ZONEDING Machine is a professional manufacturer of Beneficiation Equipment in China. We provide comprehensive solutions for both direct and reverse flotation circuits, including advanced mechanical flotation cells, agitation tanks, and reagent conditioning systems. Our technical team supports global mining operations in optimizing process flowsheets for maximum efficiency and profitability. Contact ZONEDING for professional mineral processing solutions.
Designing an is fundamentally different from designing an aggregate plant. Iron ore has a very high specific gravity, often between 4.5 and 5.2, and extreme abrasiveness. If you use standard design formulas for limestone, your structures might col...
Building a quarry plant is much more than selecting crushers and screens. The most successful quarry operations are designed around market demand, rock characteristics, logistics efficiency, and long-term operating costs. While many investors focu...
Efficient washing of chrome ore stands as the most vital step to increase mineral grade and market value. Many mining projects fail because sticky clay stays on the ore during the initial stages. This comprehensive guide explains how the right&nbs...
We use cookies to ensure that we give you the best experience on our website. If you continue to use this site we will assume that you are happy with it.
Privacy Policy
Send us a message
We would love to hear from you
Submit your question and our team will respond to the email provided as soon as possible.
 Zoneding Machine
Zoneding Machine