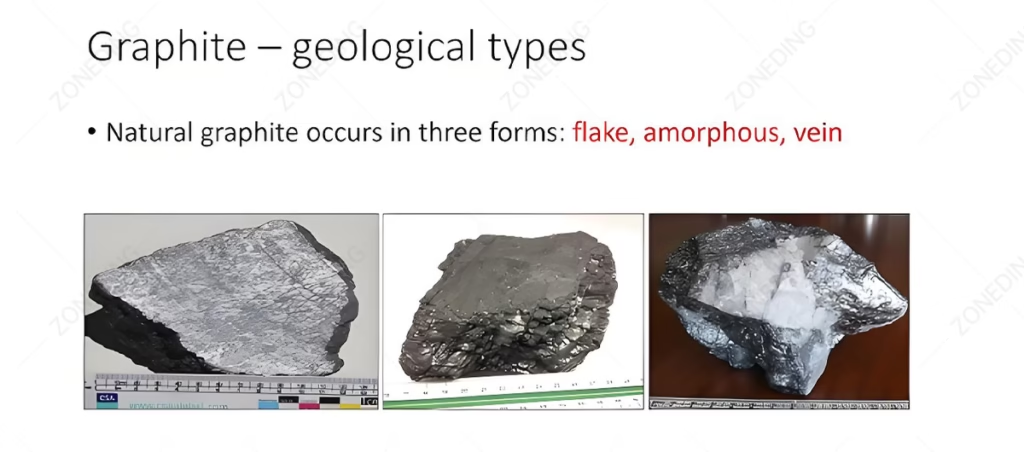
The success of a graphite processing plant depends on the ability to protect large flakes. Natural flake graphite value relates directly to flake size. Large flakes (+32 or +50 mesh) command prices several times higher than fine powder. An efficient graphite screening process ensures these valuable flakes exit the grinding circuit as early as possible. This guide focuses on maximizing flake yield while maintaining high purity. Proper classification prevents over-grinding and reduces energy waste in the system.
Why screening and classification decide flake yield and profit?
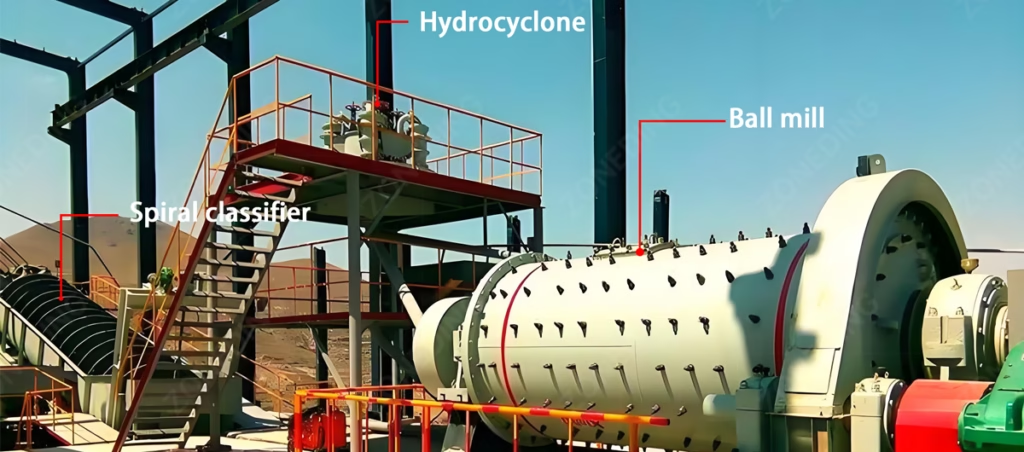
The economic survival of a graphite mine depends on the preservation of jumbo flakes. Graphite flakes are fragile and soft. Every time a flake enters a Ball Mill, it risks becoming smaller. Effective classification identifies particles that are already at the target size. These particles should be removed from the grinding loop immediately. If the classification system fails, the mill continues to grind the already-liberated graphite. This turns high-value jumbo flakes into low-value fine powder. Profit margins shrink when the percentage of large flakes drops. Classification efficiency also impacts the performance of the Flotation Machine. Graphite flotation works best when the feed has a narrow size distribution. If the feed contains too many fines, the recovery rate for large flakes decreases. Poor classification leads to high circulating loads in the mill. This means the pump and pipes must handle more material than necessary. High circulating loads increase power costs and speed up equipment wear. Professional plant design prioritizes the “grind-and-separate” philosophy to protect the natural structure of the ore. Most traditional plants use a Spiral Classifier or hydrocyclones. However, graphite has a low specific gravity and a flat shape. These characteristics make standard density-based classification difficult. A large, light flake might behave like a small, heavy piece of rock in a water stream. This causes the large flake to stay in the mill for too long. Replacing traditional tools with size-based screening often increases the large flake recovery rate by over 15%.
Hydrocyclones
Spiral classifier
High-Frequency Screen
Comparison of Classification Methods for Graphite
Method
Basis for Separation
Protection of Large Flakes
Impact on Profit
Hydrocyclone
Density and Mass
Poor (Heavy flakes are over-ground)
High risk of value loss.
Spiral Classifier
Settling Rate
Moderate
Frequent maintenance required.
High-Frequency Screen
Geometric Size
Excellent (Strict size control)
Maximizes jumbo flake yield.
Operational Tips for Flake Protection
Early Separation: Remove graphite as soon as it reaches the required purity.
Low Mill Speed: Use lower RPM in ball mills to reduce impact force.
Stage Grinding: Use multiple stages of grinding and flotation to avoid over-processing.
Why do traditional screening processes fail due to blinding?
Traditional screening often struggles with “blinding” or “pegging.” Graphite is a natural lubricant and very slippery. When moisture is present, fine graphite particles stick to each other and to the metal mesh. This creates a solid layer of “mud” that covers the screen holes. Once the holes are blocked, the slurry simply flows over the top. The valuable graphite ends up in the waste pile instead of the concentrate. This problem is common in many wet processing plants that use standard vibrating screens. The flat, plate-like shape of graphite also causes mechanical blocking. A flake can slide into a square hole at an angle and get stuck. This is called “pegging.” As more flakes get stuck, the effective screening area disappears. Operators must stop the plant frequently to clean the screens with high-pressure water. These stops reduce the overall capacity and increase labor costs. Standard square-mesh screens made of stainless steel are often the worst choice for this specific material. Static electricity is another factor in dry screening. Graphite is a good conductor of electricity. During dry separation, particles rub together and build up a charge. This charge makes the fine dust cling to the machine walls and the mesh. In some cases, the powder can even form large clumps that behave like coarse rocks. Without proper grounding and specialized cleaning systems, dry classification becomes nearly impossible.
Common Causes of Inefficiency
Square Hole Geometry: Perfect for catching flat flakes and causing jams.
Low Vibration G-Force: Not enough power to shake off the sticky “graphite mud.”
Poor Moisture Control: Too much or too little water makes the material stickier.
Which advanced technologies solve the slippage and blinding problem?
Advanced screening technology now uses rectangular slotted mesh instead of square holes. The long slots allow flat flakes to slide through more easily. Even if a flake turns sideways, it is less likely to get wedged in a long slot. These screens are often made of polyurethane (PU). PU is a flexible material that vibrates more than steel. This extra flexibility helps “kick” the particles out of the holes. PU also resists the abrasive nature of the slurry better than metal. High-frequency vibration is the most effective way to handle the slippery nature of graphite. Standard screens vibrate at 900 to 1,500 RPM. High-frequency screens operate at 3,000 to 3,600 RPM. This high-speed movement creates a massive G-force. The force breaks the surface tension of the water and prevents the graphite from sticking. It keeps the bed of material “alive” and moving. This technology is a standard part of any modern Fine Sand Recovery Machine or fine mineral separator. Ultrasonic cleaning systems are also becoming popular. These systems send high-frequency sound waves through the screen mesh. The waves create tiny vibrations that prevent fine dust from adhering. This is especially useful for very fine classification (below 200 mesh). It allows for continuous operation without the need for manual cleaning. For wet processes, adding high-pressure spray bars above the screen can also wash the fine particles through the mesh.
Features of Advanced Graphite Screens
Rectangular Slots: Prevents “pegging” of flat particles.
Polyurethane Surfaces: High wear resistance and flexible vibration.
Modular Design: Allows quick replacement of worn sections without replacing the whole screen.
How to analyze particle size for irregular flake structures?
Analyzing the size of a graphite flake is harder than analyzing a round sand grain. A flake might be very wide but extremely thin. Traditional sieve analysis can be misleading. If the flake stands on its edge, it passes through a small hole. If it lays flat, it stays on a large hole. This means the “sieve size” does not always represent the true volume or surface area of the graphite. Consistent laboratory testing is required to calibrate the plant’s screening equipment. Laser diffraction is a common modern tool for Graphite particle size analysis. It uses light to measure the size of the particles in a slurry. However, the flat shape of graphite can “trick” the laser. The machine might report a larger or smaller size depending on the orientation of the flake. Advanced software now includes “shape factors” to correct these errors. Plant engineers must use these specific settings to get accurate data for battery-grade products. Microscopic image analysis is the most accurate but slowest method. A computer takes photos of thousands of flakes and measures each one. This gives a clear picture of the length, width, and thickness. While too slow for daily control, it is essential for the initial design of the Flotation Machine circuit. Knowing the exact dimensions helps in selecting the correct mesh sizes for the industrial screens.
Analysis Method
Accuracy for Flakes
Speed
Best Use
Traditional Sieve
Low
High
Daily plant checks.
Laser Diffraction
Moderate
Very High
Real-time process control.
Image Analysis
Very High
Low
Product R&D and Quality Audit.
How to scientifically design classification to avoid “over-grinding”?
Over-grinding occurs when the classification system is too slow to remove finished product. To avoid this, the plant must use a “stage-grinding” strategy. The ore goes through a primary Jaw Crusher and then a mill. After the first mill, the material must go straight to a screen. The screen removes the flakes that are already clean. Only the coarse waste and the un-liberated ore should go back to the Ball Mill. This keeps the “residence time” of the large flakes very short. The circulating load ratio is a key metric. This is the ratio of the material returning to the mill versus the new feed. In a gold mine, this might be 300%. In a graphite mine, it should be as low as possible. A high ratio means flakes are circulating too many times. Every pass through a pump or a mill reduces the flake size. Using a Spiral Classifier in series with a high-frequency screen can help balance the load and protect the flakes. Water management is the final piece of the classification puzzle. The density of the slurry entering the screen must be strictly controlled. If the slurry is too thick, the small particles cannot reach the screen surface. They get trapped by the large particles and go back to the mill to be crushed. If it is too thin, the water carries large flakes over the screen into the fine circuit. Maintaining a solids concentration of 25% to 30% is usually the “sweet spot” for graphite screening.
Grinding Classification
Steps to Prevent Over-grinding
Use Multiple Stages: 4 or 5 stages of grinding and cleaning are normal for graphite.
Bypass the Mill: If a flake is already liberated, it must never see the mill again.
Soft Grinding Media: Use ceramic balls or rods instead of heavy steel balls to reduce impact.
How to integrate screening and classification into a closed-loop system?
Integration requires a smooth flow between the mill, the pump, and the screen. The Spiral Classifier often acts as the first gate. It removes the very heavy sand. The overflow then goes to a high-frequency screen for precise size separation. This “double classification” protects the fine screen from being damaged by large rocks. It also ensures that the flotation circuit receives a very clean and sized feed. Automation is the trend for 2025. Modern plants use sensors to monitor the particle size in the mill discharge. If the particles become too coarse, the computer automatically increases the screen vibration or adjusts the water flow. This maintains a perfect balance in the “closed-circuit” grinding loop. A well-integrated system reduces energy consumption by 10% to 20% because the mill is not wasting power on “finished” material. The choice of pump is also part of the integration. Centrifugal pumps can be very aggressive. The impeller can act like a small crusher. For high-value large flakes, some plants use peristaltic pumps or diaphragm pumps. These pumps move the slurry gently. This prevents the “rounding” of the flake edges before they reach the Flotation Machine. Every small detail in the transport system helps maintain the premium price of the final product.
2026 Trends in Graphite Classification Technology
The industry is moving toward “Intelligent Dry Screening.” New machines use air-jets and optical sensors to separate flakes from rock without using any water. This is vital for mines in dry regions. Another trend is the use of “Stack Screens.” These are multiple screen decks stacked on top of each other. They provide a massive screening area in a very small footprint. This allows plants to increase their capacity without building new buildings.
Latest Progress in the Field
Magnetic-Vibration Hybrids: Using magnetic pulses to keep the screen deck clear of metallic impurities.
AI Particle Tracking: Cameras that count flakes in real-time to predict the final grade.
Low-Wear Polymers: New screen materials that last three times longer than traditional PU.
Frequently Asked Questions
Question 1: Can a hydrocyclone replace a screen in a graphite plant? It is not recommended. Hydrocyclones separate by weight. Large, light graphite flakes often end up in the wrong place. This leads to over-grinding and lost profit. Question 2: What is the best mesh type for wet graphite screening? Rectangular slotted polyurethane (PU) mesh is the best. It resists blinding and lasts longer than stainless steel. Question 3: How does classification affect battery-grade graphite? Battery-grade graphite requires a very specific “D50” size (usually around 15-20 microns). Precision classification ensures the particles are the right size for the “sphericalization” process. Question 4: Why does my screen keep blinding even with high vibration? Check the slurry density. If there is not enough water, the graphite turns into a sticky paste. Also, check the spray bar pressure. Question 5: Is dry screening better than wet screening for graphite? Wet screening is generally more accurate for fine particles. Dry screening is used for coarse classification or in areas where water is very scarce.
Summary and Final Advice
Effective screening and classification are the “heart” of a profitable graphite mine. Success depends on moving particles by size, not by density. Replacing hydrocyclones with high-frequency screens is the fastest way to increase the yield of large flakes. Using rectangular slotted mesh and polyurethane surfaces solves the problem of screen blinding. Managers must focus on preventing over-grinding by removing finished flakes from the circuit as early as possible. Investing in advanced Beneficiation Equipment today will lead to much higher product prices tomorrow.
About ZONEDING
ZONEDING MACHINE is a leading manufacturer of mineral processing solutions from China. Since 2004, the company has provided high-performance Ball Mill and Flotation Machine units to over 120 countries. With a 15-person engineering team, ZONEDING specializes in customizing production lines for graphite, gold, and iron ore. The factory produces over 500 sets of equipment annually in its 8,000 square meter workshop. The focus is always on durability, efficiency, and direct factory pricing. Contact ZONEDING today for a customized graphite plant design and a free technical consultation.
Efficient washing of chrome ore stands as the most vital step to increase mineral grade and market value. Many mining projects fail because sticky clay stays on the ore during the initial stages. This comprehensive guide explains how the right&nbs...
Many investors consider gold cyanidation extraction a simple chemical reaction. Commercial-grade operations face severe mechanical and metallurgical challenges daily. A successful plant demands precise engineering to match the specific ore chemist...
Buying mining machinery is the start of a long-term investment. Many buyers focus only on the lowest initial price. However, an unreliable supplier can cause massive losses through downtime and high maintenance costs. A professional procurement st...
As an expert with decades in the mineral processing industry, I have seen "best-sellers" change many times. In the past, it was all about raw power. In the 2000s, it was about high throughput. But in 2026, the "best-selling" machines are different...
We use cookies to ensure that we give you the best experience on our website. If you continue to use this site we will assume that you are happy with it.
Privacy Policy
Send us a message
We would love to hear from you
Submit your question and our team will respond to the email provided as soon as possible.
 Zoneding Machine
Zoneding Machine