You have an antimony ore analysis report in hand, but the path from raw rock to profitable concentrate seems dangerously complex. Choosing the wrong process is not just a mistake; it’s a multi-million dollar gamble that can doom your entire project before it even starts.
The correct way to separate antimony ore is to first identify the ore type—sulfide, oxide, or mixed. For sulfide ore (stibnite), froth flotation is the primary method. For oxide ore, a combination of gravity separation and sulfidizing flotation is used. For complex ores with gold, a multi-stage process is required.
You do not simply “separate antimony ore.” You separate a specific mineral, like stibnite, from waste rock. The method is 100% dictated by your ore’s specific mineralogy. Think of me as a doctor; we must first diagnose the patient (your ore) before we can prescribe the right treatment (the processing flowsheet). Let’s walk through the diagnosis.
Your biggest fear is using a one-size-fits-all approach, and you are right to be worried. The first step is to correctly identify your ore. This single piece of information determines everything that follows.
Antimony ores are mainly classified into three types: sulfide ore, where the antimony is in the form of stibnite (Sb₂S₃); oxide ore, like stibiconite; and mixed ores that contain both sulfide and oxide minerals. Each type requires a completely different separation technology.
A flowsheet designed for one type will fail completely on another. A detailed mineralogical analysis from a lab is not a suggestion; it’s a commandment. It’s the most important money you will ever spend.
Understanding the Ore Types
The chemical form of the antimony mineral dictates how it will react to different separation processes.
Ore Type
Key Antimony Mineral
Appearance
Processing Clue
Sulfide Ore
Stibnite (Sb₂S₃)
Lead-gray, metallic luster
Easiest to treat; highly responsive to froth flotation.
Oxide Ore
Stibiconite, Cervantite
Yellowish, white, earthy
Difficult; will not respond to standard flotation. Requires special methods.
Mixed Ore
Contains both Stibnite and Oxide minerals
A mix of the above
Most complex; requires a multi-stage, combined process to be effective.
How to separate the most common stibnite (antimony sulfide ore)?
You have stibnite, the most common and easiest type of antimony ore. But getting high recovery is a complex chemical challenge. Using the wrong reagents means you are just washing valuable metal down the drain.
The primary and most effective method for separating stibnite is froth flotation. This is a chemical process that uses specific reagents to make the stibnite particles hydrophobic (water-repellent), allowing them to attach to air bubbles and float to the surface for collection.
Anyone can buy a flotation machine, but the secret to success lies in the reagent recipe. For stibnite, this is a well-established but precise science.
The Stibnite Flotation Reagent Suite
This chemical “recipe” is what separates a professional operation from a failed one.
Reagent Type
Common Chemical
Purpose & Insider Tip
Activator
Lead Nitrate
This is the most critical secret. Stibnite itself floats poorly. Adding lead nitrate first plates a thin layer of lead onto the stibnite surface, making it behave like galena, which is extremely easy to float.
Collector
Xanthates (e.g., SIBX)
This is the primary reagent that latches onto the lead-activated stibnite surface and makes it water-repellent.
pH Modifier
Lime (CaO)
Used to raise the slurry pH to 8.5-10. This depresses (sinks) common contaminants like pyrite (iron sulfide), cleaning your final concentrate.
Frother
MIBC or Pine Oil
This chemical creates a stable froth of bubbles that can carry the valuable stibnite to the surface for collection.
How to separate antimony oxide ore, and what are the reliable process options?
Your ore report shows a high percentage of oxide minerals, and you’re worried your project is not viable. You are right to be concerned, as standard methods will fail completely.
Antimony oxide ore cannot be separated by standard flotation. The two main reliable methods are gravity separation for coarse, liberated particles and sulfidizing flotation for fine, disseminated particles.
Your choice depends on the liberation size of your oxide minerals.
Option 1: Gravity Separation
If your oxide minerals are freed from the waste rock at a relatively coarse size, gravity separation is the cheapest and simplest method. It works because antimony oxide minerals are very dense (5-6 g/cm³) compared to waste rock like quartz (2.65 g/cm³).
Key Equipment:Shaking Tables for fine sand-sized particles and Jigging Separators for coarser particles.
Best For: Ores where a simple crush and grind liberates distinct particles of antimony oxide.
Option 2: Sulfidizing Flotation
If your oxide minerals are very fine, gravity won’t work. In this case, you need a clever chemical trick.
The Process: First, you add a sulfidizing agent like Sodium Sulfide (Na₂S) in a mixer tank. This chemically converts the surface of the oxide mineral into a thin sulfide layer. Once the surface is “sulfidized,” you can then float it using the exact same lead nitrate and xanthate recipe used for stibnite. This method is complex but highly effective.
If the ore contains gold, how to ensure both antimony and gold are recovered?
You know there is valuable gold in your antimony ore, but you’re afraid your process will recover one and lose the other. This is a major financial risk that must be addressed in the flowsheet design.
To recover both antimony and gold, a sequential process is mandatory. The standard, proven method is to float the antimony minerals first. Then, the flotation tailings, which contain the gold, are sent to a separate gold cyanidation circuit (CIL or CIP) for gold extraction.
You must separate the antimony first. Antimony minerals are “cyanicides,” meaning they consume the expensive cyanide reagent, making gold recovery inefficient and costly if they are not removed.
The Two-Stage Recovery Process
Stage 1: Antimony Flotation. The entire ore is ground and processed through a standard stibnite flotation circuit. This removes the antimony into a high-grade concentrate, which is sold separately. The gold, which typically does not float with the stibnite, passes into the tailings.
Stage 2: Gold Recovery. The antimony flotation tailings become the feed for a gold processing plant. This is usually a Carbon-in-Leach (CIL) or Carbon-in-Pulp (CIP) process, which uses cyanide to dissolve the gold and activated carbon to capture it. This two-stage approach maximizes the recovery and profitability of both metals.
How to separate mixed antimony ore?
Your ore is the most complex type: a mix of easy-to-float sulfide and hard-to-treat oxide. You need a sophisticated flowsheet that can handle this complexity without sacrificing recovery.
For mixed sulfide-oxide antimony ore, a combined beneficiation process is the only effective approach. The most common route is a “Gravity-Sulfide Flotation-Oxide Flotation” sequence. This recovers different minerals at different stages to maximize total recovery.
This process is designed to tackle each mineral type with the right tool in the right order.
Step 1: Gravity Separation. First, use jigs or shaking tables to recover coarse, liberated stibnite AND dense oxide particles. This is your low-cost, “easy money” step that gets valuable minerals out of the circuit early.
Step 2: Sulfide Flotation. The tailings from the gravity circuit are then sent to a standard flotation circuit to float the remaining fine stibnite particles.
Step 3: Sulfidizing Flotation. Finally, the tailings from the sulfide flotation stage are treated with sulfidizing agents to activate and float the fine antimony oxide minerals that were left behind.
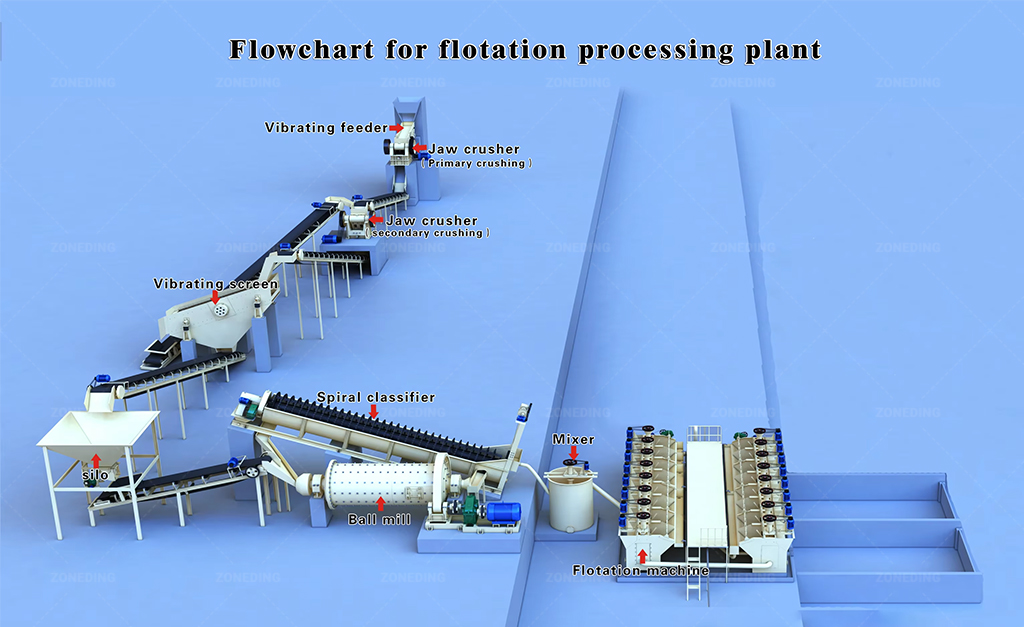
What core equipment is needed for a complete antimony ore beneficiation plant?
You have a process in mind, but turning that flowsheet into a real plant with actual machinery is the next big step. Knowing the key equipment is essential for budgeting and planning.
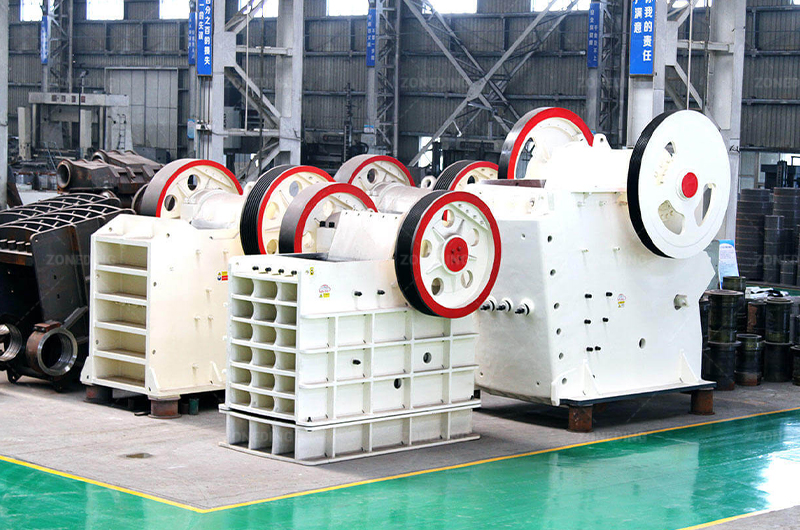
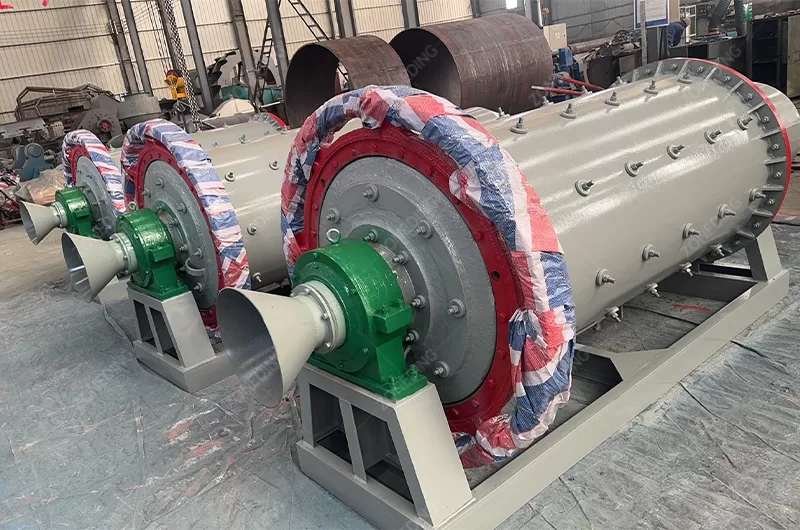
A complete antimony ore processing plant requires equipment for crushing, grinding, separation, and dewatering. Core machines include a Jaw Crusher, Ball Mill, Flotation Machines, and a Thickener.
A typical plant is organized into four main sections.
Grinds the crushed ore with water to a fine pulp, liberating the antimony minerals.
Separation Circuit
Mixer Tanks, Flotation Machines, Shaking Tables
The heart of the plant where the valuable minerals are separated from waste.
Dewatering Circuit
Thickener, Filter Press
Removes water from the final concentrate to produce a saleable product.
Conclusion
Stop looking for a simple answer. Your ore’s mineralogy is the only thing that matters. A proper lab analysis followed by a tailored process design is the only path to a profitable antimony operation.
Stone crusher costs can vary dramatically even when two plants have the same production capacity. In real quarry operations, the final investment depends on rock hardness, equipment quality, automation level, mobility, and long-term operating cost...
Peru is one of South America's largest mining countries and a major producer of copper, gold, silver, zinc, and lead. Besides mining, the country's growing investment in highways, housing, and infrastructure continues to increase demand for high-q...
The magnetic separation method is a crucial technique to improve mineral purity and recover valuable metals. This process uses the physical property of magnetism to divide iron-bearing minerals from waste rocks. A high-efficiency ensures that a mi...
The real ball mill cost is not the machine quote alone. In most plants, the 5-year total is around 2.5x to 4x of the purchase value after wear, power, downtime, and recovery impact are included. This guide shows how to calculate bal...
We use cookies to ensure that we give you the best experience on our website. If you continue to use this site we will assume that you are happy with it.
Privacy Policy
Send us a message
We would love to hear from you
Submit your question and our team will respond to the email provided as soon as possible.
 Zoneding Machine
Zoneding Machine