Building a quarry plant is much more than selecting crushers and screens. The most successful quarry operations are designed around market demand, rock characteristics, logistics efficiency, and long-term operating costs. While many investors focus on equipment size, experienced quarry owners focus on cost per ton, uptime, and product quality.
A well-designed quarry plant can operate profitably for decades. However, a poorly planned plant may struggle with bottlenecks, excessive wear, and rising operating expenses from the very beginning.
What Defines an Optimal Quarry Plant?
An optimal quarry plant is not necessarily the largest plant.
In fact, many highly profitable aggregate producers operate medium-capacity plants that consistently run near full utilization.
The best quarry plants are designed around:
Market demand
Rock characteristics
Product mix
Transportation efficiency
Operating cost
Future expansion
A 250 TPH plant operating at 90% utilization often delivers better returns than a 600 TPH plant running at only 40%.
Successful quarry operators focus on:
Tons sold
Cost per ton
Product quality
Plant uptime
Rather than chasing maximum theoretical capacity.
Why Market Demand Should Drive Plant Design
One of the most common mistakes is buying equipment before understanding the market.
Many unsuccessful quarry projects follow this sequence:
Purchase equipment
Build the plant
Search for customers
Successful projects usually do the opposite:
Analyze market demand
Identify target products
Design the process flow
Select equipment
Before planning a quarry plant, answer these questions:
What aggregate sizes are selling locally?
Are there nearby concrete batching plants?
Is manufactured sand in demand?
Are major road projects planned?
Which products generate the highest margins?
Without stable demand, even the most advanced crushing plant may struggle financially.
What Should You Evaluate Before Designing a Quarry Plant?
Before selecting equipment, a detailed site evaluation is essential.
Many investors spend weeks comparing crushers but spend very little time studying the rock deposit itself.
This often becomes a costly mistake.
A proper geological evaluation should include:
Reserve volume
Rock hardness
Silica content
Abrasion index
Moisture content
Clay contamination
These factors directly affect:
Equipment selection
Wear part consumption
Screening efficiency
Energy consumption
Final product quality
Many quarry projects experience higher operating costs simply because rock characteristics were not properly evaluated during planning.
How Do You Estimate Quarry Production Capacity?
Capacity planning should begin with real market demand rather than equipment brochures.
Many investors purchase oversized equipment expecting future growth. Unfortunately, low utilization often creates:
Higher fuel consumption
Increased maintenance costs
Poor operating efficiency
Reduced ROI
Capacity selection should consider:
Daily production targets
Annual sales volume
Working hours
Seasonal demand changes
Future expansion plans
Capacity Range Typical Application 50–100 TPH Small quarry 100–250 TPH Local aggregate supplier 250–500 TPH Commercial quarry 500+ TPH Large mining operation
A balanced plant usually outperforms an oversized plant operating below capacity.
Which Raw Materials Will Your Quarry Process?
The material being processed should determine the plant layout.
Different rock types require different crushing flows.
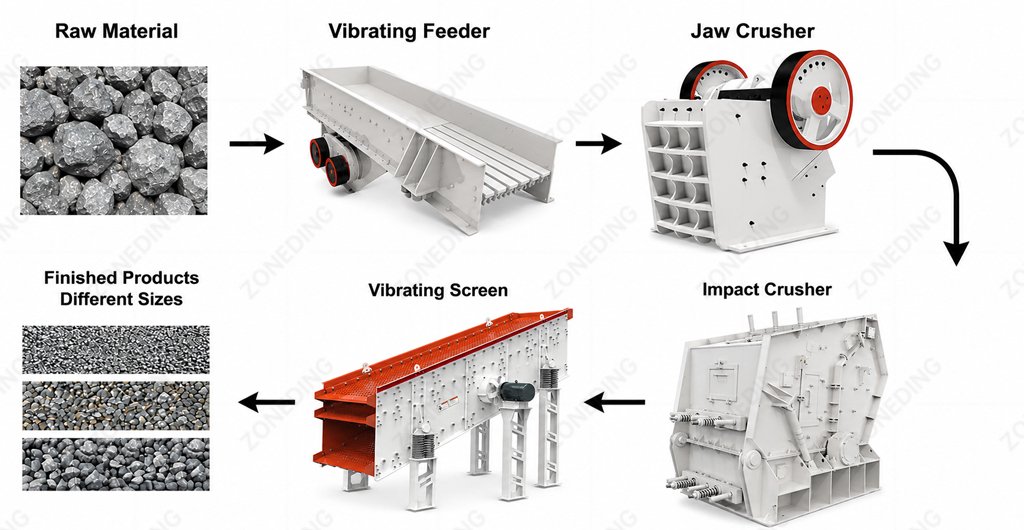
Limestone Quarry Plant
Typical flow:
Advantages:
Lower wear cost
Better aggregate shape
Lower investment
A secondary Impact Crusher is often the preferred option for limestone applications.
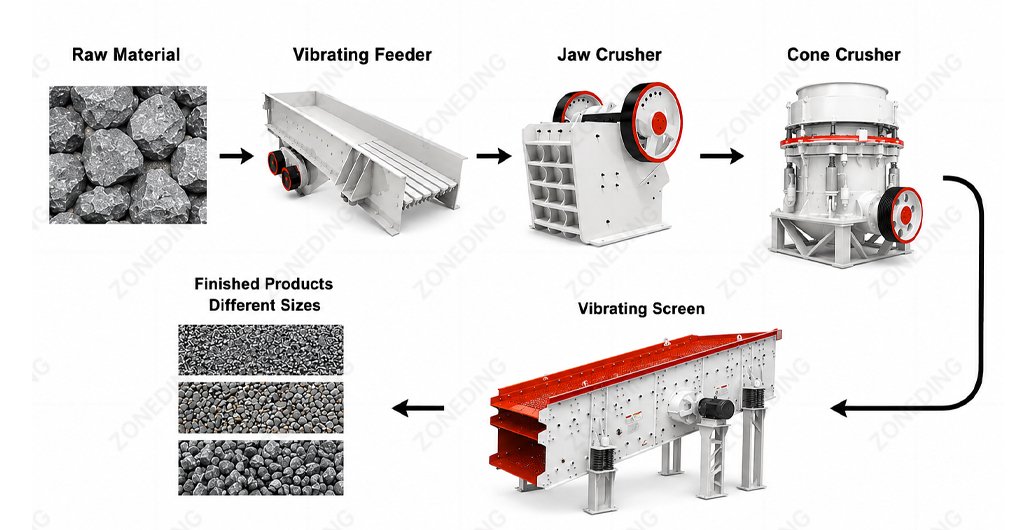
Granite Quarry Plant
Typical flow:
Advantages:
Longer liner life
Better hard-rock performance
Stable production
A Cone Crusher is usually selected because granite creates severe wear conditions.
Manufactured Sand Plant
Typical flow:
Advantages:
Premium sand quality
Better particle shape
Higher product value
A Sand Making Machine helps improve grading and particle shape.
What Finished Aggregate Sizes Does the Market Need?
Product demand often determines profitability more than production volume.
The most profitable quarries rarely rely on one product alone.
Typical products include:
0–5 mm Manufactured Sand
5–10 mm Aggregate
10–20 mm Aggregate
20–40 mm Aggregate
Road Base Material
Producing multiple products offers several advantages:
More revenue streams
Better inventory management
Greater flexibility
Higher plant utilization
When market conditions change, operators can shift production toward higher-demand products.
How to Choose the Best Quarry Location and Site Layout?
Location can determine whether a quarry succeeds or fails.
In many aggregate operations:
Transportation costs exceed crushing costs.
Before selecting a site, evaluate:
Distance to customers
Road quality
Truck availability
Fuel costs
Loading efficiency
A quarry located just 15 km closer to a major city may outperform a technically superior operation located farther away.
Location often matters more than equipment.
What Equipment Is Required for a Complete Quarry Plant?
A modern quarry typically includes:
Vibrating feeders
Primary crushers
Secondary crushers
Screens
Conveyors
Stockpiles
Control systems
Dust suppression systems
Most plants begin with a Jaw Crusher because it handles large feed sizes and various rock types reliably.
Meanwhile, a properly selected Vibrating Feeder ensures stable material flow and improves crusher efficiency.
How to Select the Right Primary, Secondary, and Tertiary Crushers?
Each crushing stage has a different role.
Jaw Crusher
Hydraulic Cone Crusher
Impact Crusher
VSI Sand Maker
Primary Crushing
The goal is size reduction.
Most projects use:
Jaw Crushers
Gyratory Crushers
Secondary Crushing
The goal is shaping and further reduction.
Common choices include:
Cone Crushers
Impact Crushers
Tertiary Crushing
Used when:
High-quality aggregate is required
Manufactured sand production is planned
Equipment often includes:
VSI Crushers
Fine Cone Crushers
The ideal combination depends on:
Material hardness
Product requirements
Capacity targets
Many investors focus heavily on crushers.
However, screening efficiency often determines profitability.
Vibrating Screen
Vibrating Screen
A properly configured Vibrating Screen affects:
Product quality
Crusher efficiency
Recirculating load
Customer satisfaction
Poor screening can create:
Oversize contamination
Product rejection
Additional crushing
Lower production
For this reason, successful operators monitor screen performance just as closely as crusher performance.
How Can Conveyor Systems Improve Plant Efficiency?
Conveyors are frequently overlooked during plant design.
Yet they play a critical role in productivity.
Poor conveyor layouts may cause:
Material spillage
Transfer point blockages
Maintenance issues
Production interruptions
A good conveyor system should provide:
Smooth material flow
Easy maintenance access
Adequate capacity
Minimal transfer losses
Many bottlenecks occur after material leaves the crusher.
What Is the Ideal Process Flow for Aggregate Production?
A typical aggregate production process may include:
Vibrating Feeder
Many operators choose a complete Stone Crushing Plant solution because balanced capacity across all stages improves overall efficiency.
The objective is not simply crushing rock.
The objective is producing marketable aggregate at the lowest cost per ton.
How Can You Reduce Operating Costs From the Start?
Operating costs should be considered during the design phase.
Key expenses include:
Electricity
Fuel
Wear parts
Labor
Maintenance
Transportation
Several design improvements can reduce costs immediately:
Better material flow
Efficient screening
Shorter conveyor routes
Easy maintenance access
Proper equipment matching
Even small efficiency improvements can generate significant annual savings.
How Does Automation Improve Quarry Productivity?
Automation is becoming increasingly common.
Large plants often use:
PLC systems
Remote monitoring
Automated lubrication
Production tracking
Benefits include:
Reduced downtime
Improved consistency
Better maintenance scheduling
Longer equipment life
However, automation should match plant size.
For smaller operations, simple and reliable systems often provide the best results.
What Environmental and Dust Control Systems Are Required?
Environmental compliance is becoming more important every year.
Modern quarry plants should include:
Dust suppression systems
Water recycling systems
Sediment ponds
Drainage systems
Noise reduction measures
Ignoring environmental requirements may result in:
Permit delays
Community complaints
Regulatory penalties
Production restrictions
Including these systems during construction is usually much cheaper than adding them later.
How Much Does It Cost to Build a Quarry Plant?
Investment requirements vary significantly.
Factors affecting cost include:
Capacity
Material type
Site conditions
Automation level
Environmental requirements
Typical Investment Range
Plant Size Estimated Cost 50–100 TPH $100,000–$500,000 100–250 TPH $500,000–$1.5 Million 250–500 TPH $1.5–5 Million 500+ TPH $5 Million+
These figures may include:
Equipment
Installation
Civil works
Electrical systems
Environmental controls
Which Design Mistakes Cause Production Bottlenecks?
Many bottlenecks result from unbalanced design.
For example:
Crusher Capacity = 300 TPH
Screen Capacity = 220 TPH
Actual output:
220 TPH
The screen becomes the bottleneck.
Common issues include:
Undersized screens
Weak feeders
Narrow conveyors
Poor transfer points
Insufficient stockpile capacity
Successful plants balance capacity across every stage.
How Can You Expand a Quarry Plant in the Future?
Future growth should always be considered.
However, overbuilding creates unnecessary risk.
A smarter strategy is:
Phase 1
Build for current demand.
Phase 2
Reserve space for expansion.
Phase 3
Add equipment when demand increases.
This approach improves:
Cash flow
ROI
Operational flexibility
Investment efficiency
What Is the Expected ROI of a Modern Quarry Plant?
Most successful quarry projects recover investment within:
2–7 years
Factors affecting ROI include:
Product pricing
Transportation cost
Equipment uptime
Market demand
Operating efficiency
The most profitable quarries focus on:
Product quality
Cost per ton
Logistics
Equipment reliability
Not simply on maximum output.
Quarry Plant Planning Checklist
Before investing, confirm:
✓ Market demand
✓ Rock reserve volume
✓ Rock hardness
✓ Aggregate specifications
✓ Transportation distance
✓ Utility availability
✓ Environmental permits
✓ Expansion potential
✓ Spare parts supply
✓ Expected ROI
Frequently Asked Questions
What is the best crusher for a quarry plant?
The answer depends on the material. Jaw crushers are commonly used for primary crushing, while cone crushers are preferred for granite and basalt.
How much does it cost to build a quarry plant?
Costs typically range from $100,000 for small operations to several million dollars for large commercial quarries.
Is a mobile quarry plant better than a stationary plant?
Mobile plants offer flexibility and shorter setup times. Stationary plants usually provide lower long-term operating costs.
What is the most profitable aggregate product?
This varies by market. However, manufactured sand and concrete aggregates often provide strong margins.
How long does it take for a quarry plant to reach ROI?
Most well-managed quarry plants achieve ROI within 2–7 years.
Why is screening so important in a quarry plant?
Screening directly affects product quality, crusher efficiency, and overall plant productivity.
How can I reduce wear costs in a quarry?
Proper crusher selection, efficient feeding, and high-quality wear parts can significantly reduce wear-related expenses.
What should I look for in a quarry equipment supplier?
Look for process design support, spare parts availability, technical assistance, and long-term service capability.
Final Industry Truth
An optimal quarry plant is not built around the crusher.
Instead, it is built around:
Market demand
Rock characteristics
Logistics
Product quality
Maintenance efficiency
Cost per ton
The most successful quarry owners focus on one question:
How can this plant produce the highest-value aggregate at the lowest long-term cost?
That question—not machine size—ultimately determines quarry profitability.
About ZONEDING
ZONEDING specializes in quarry equipment, aggregate production systems, and complete crushing plant solutions.
Our product range includes:
Jaw Crushers
Cone Crushers
Impact Crushers
Sand Making Machines
Vibrating Screens
Vibrating Feeders
Mobile Crushers
Complete Stone Crushing Plants
With projects in more than 120 countries, we help quarry operators improve efficiency, reduce operating costs, and maximize long-term ROI through customized plant solutions.
 Zoneding Machine
Zoneding Machine