Experience in global quarries reveals common, costly mistakes in equipment selection. Mine owners often consider a crusher just a big hammer that breaks rocks. This mindset destroys profitability. Crushing is a delicate balance of rock mechanics and business economics. Attempting to save small amounts on initial machine costs often leads to massive losses in wear parts and downtime. Understanding the true nature of the mined stone is mandatory. Operators must match the exact machine specifications to specific site conditions. This guide explains essential equipment selection principles. The following sections reveal the brutal truths about types of rock crushers. These facts rarely appear in standard equipment brochures.
Primary crushing takes massive boulders straight from the blasting face and makes them manageable. A acts as the undisputed king of this first stage. It is a simple machine. It has one fixed plate and one moving plate. The rock drops between them. The plates squeeze the rock until it snaps. This compression action handles the hardest rocks on earth with very little wear on the metal plates. The machine has a massive opening. It accepts boulders the size of small cars. This reduces the need for secondary blasting in the pit. The process saves huge amounts of money on explosives and labor.
Jaw Crusher
Jaw Crusher
Many operators make a terrible mistake with jaw crushers. They want a smaller product size. They tighten the gap at the bottom. This gap is the Closed Side Setting (CSS). Making the CSS too small changes the “nip angle” between the two jaw plates. The nip angle is the V-shape that traps the rock. If this angle gets wider than 22 to 24 degrees, the machine stops crushing. The jaws squeeze the rock, and the rock shoots straight back up out of the machine. It is like squeezing a wet watermelon seed between two fingers. This “spitting” is extremely dangerous for workers. It also destroys production rates. Keeping the gap wide enough maintains the correct angle. The next machine in the line must do the fine crushing work.
Best Practices for Primary Stages
Feeding the jaw evenly is crucial for continuous operation. Dumping twenty tons of rock into the chamber at once creates terrible bridging. Huge rocks get stuck at the top. Workers have to stop the plant and use a rock breaker to clear the jam. Always use a heavy-duty Vibrating Feeder to provide a steady stream of material. Removing the dirt and fine dust before the rocks enter the jaw is necessary. Dirt acts like a cushion. It absorbs the crushing force. It also packs tight in the bottom gap and breaks the toggle plate.
Component
Function
Maintenance Rule
Operational Impact
Jaw Plates
Crush the rock
Flip them end-to-end
Doubles the wear life
Toggle Plate
Protects the frame
Keep area clean of dirt
Prevents catastrophic failure
Tension Rod
Holds the toggle
Check spring tension weekly
Stops the jaw from banging
Pro Tips for Operators
Check the Angle: Measure the angle between the jaw plates every month. Keep it below 22 degrees.
Feed Evenly: Spread the rock across the entire width of the crushing chamber. Do not load one side.
Clear the Fines: Use a grizzly feeder to drop small dirt out before the jaw.
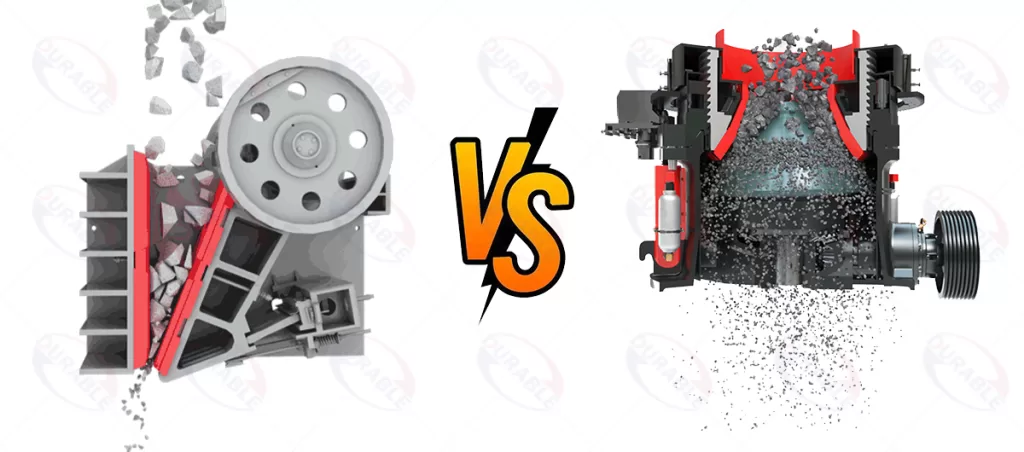
Jaw Crusher vs Cone Crusher: What Is the Difference?
Jaw crushers handle the first massive break. A Cone Crusher handles the second and third stages. The cone crusher works on a completely different principle. It has a central steel mantle that spins inside a fixed outer bowl. The mantle moves in an eccentric circle. It wobbles. As it wobbles, it traps rocks against the outer bowl and crushes them. This is called lamination crushing. The rocks do not just break against the steel. They break against each other. This metal-to-rock and rock-to-rock action creates a very consistent product size.
Jaw crusher vs Cone crusher
The jaw crusher vs cone crusher debate is simple. Jaws handle giant feed sizes but produce ugly, slab-shaped output. Cones handle smaller feed sizes but produce excellent, uniform shapes. Cones are built for high-tonnage continuous operation. They have complex hydraulic systems and bronze bushings. They require clean oil and careful monitoring. Jaws are brute-force machines with massive roller bearings. Workers grease them and let them run. A standard hard rock plant needs both machines. The jaw does the heavy lifting. The cone does the precision work.
How to Crush Hard Rock Like Granite?
Clients often bring a rock sample and say it has a compressive strength of 150 MPa. They think this number dictates the machine choice. This is a trap. Compressive strength only tells how much force is needed to break the stone. It does not tell how the stone affects the steel. Looking at the silica content is mandatory. Silica is basically glass. It is a severe abrasive. If the granite has 70% silica, it will eat through metal rapidly. Rock crusher selection depends entirely on this abrasiveness factor. High-silica rocks like granite, basalt, or quartzite require compression crushers. A jaw crusher serves the primary stage. A cone crusher serves the secondary and tertiary stages. These machines press the rock until it breaks. The rock does not slide across the metal very much. This minimizes the abrasive wear. Never put high-silica rock into an impact crusher. An impact crusher uses high-speed metal bars to smash the rock. High silica will destroy those expensive blow bars in two or three days. The plant will spend all profits buying new metal parts. Stick to jaws and cones for hard, abrasive materials.
Granite Crushing Production Line
Hard Rock Processing Rules
Watch the Manganese: Use high-manganese steel liners for jaws and cones. The impact of hard rock actually hardens this metal further.
Monitor the Oil: Cone crushers working hard rock get very hot. Check the oil cooler daily to protect the bronze bushings.
Use Metal Detectors: Hard rock mines often have tramp iron from excavator teeth. Install a strong magnet to protect the cone crusher.
Which Impact Crusher for Limestone Is Best?
Limestone is the opposite of granite. It is relatively soft. It has very low silica content. It is not abrasive. This is the perfect material for an Impact Crusher. The impactor has a heavy rotor spinning at high speed. Metal blow bars are attached to this rotor. The rock drops in, and the blow bars smash it into the air. The rock hits heavy steel plates on the ceiling and shatters. This violent shattering process produces beautiful, cubic-shaped stones. It has a massive reduction ratio. Putting a 20-inch rock in yields 1-inch gravel out in a single pass. An impact crusher for limestone generates massive profits because of this high reduction ratio. Building a complete plant often requires just one primary impactor and a screen. This saves the cost of buying secondary and tertiary machines. The power consumption per ton is very low. The main danger with limestone involves clay and moisture. Wet and sticky limestone will pack into the corners of the impact crusher. It will cover the blow bars. The machine will choke. Operators must keep the feed dry. Processing wet, dirty limestone requires washing it or screening the dirt out before it enters the impact chamber.
How Does VSI Control Aggregate Shape?
Many buyers purchase a Vertical Shaft Impactor (VSI) thinking it is just another crusher to make smaller stones. This is a very expensive misunderstanding. A VSI requires a huge amount of electricity. Its internal wear parts are very costly. Reducing size simply requires a cone crusher. The true purpose of a VSI involves aggregate shape control. High-end construction projects demand perfect cubic stones. Highway asphalt and nuclear power plant concrete cannot contain flat, elongated rocks. Flat rocks snap under pressure. They create weak structures.
Quartz sand production
High-Quality Manufactured Sand Production
The VSI acts as a shaping tool. The industry calls it a Sand Making Machine. It takes the ugly, flaky stones produced by other crushers and fixes them. It spins the rocks at incredible speeds and throws them against a wall of other rocks. This “rock-on-rock” collision knocks all the sharp, flat edges off the stones. It polishes them into perfect little cubes. This process elevates the value of the final product. Concrete batch plants pay a premium price per ton for VSI-shaped aggregate. The VSI pays for its high power consumption by increasing the selling price of the final gravel and sand.
Aggregate Shaping Strategies
Rotor Speed: Higher RPM gives better shape but wears out the rotor tips faster. Find the sweet spot for the specific rock type.
Feed Size Control: Do not feed large rocks into a VSI. Keep the input size under 40mm for the best shaping results.
Cascade Feeding: Let some rocks bypass the rotor and fall directly into the crushing chamber. This increases the rock-on-rock density.
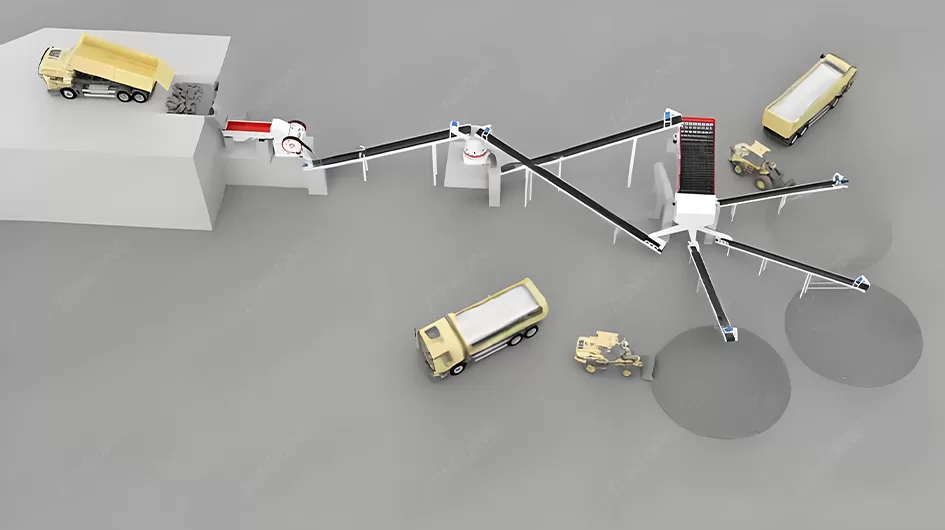
Mobile vs Stationary Aggregate Crushing Plant?
Tracked mobile crushers look amazing. They drive off a truck and start crushing in an hour. Many big quarry owners see this and buy a Mobile Stone Crusher for a ten-year mine project. This is a massive financial error. Mobile crushers are built for contractors. They are designed for “guerrilla warfare.” They are perfect for recycling concrete in a city center for three months, then moving to a new city. They run on diesel engines. They rely on complex hydraulic pumps and motors. These components wear out fast in a dusty quarry environment. Diesel fuel costs far more than grid electricity over a five-year period. Mining permits lasting two years or more require a stationary aggregate crushing plant. Workers pour concrete foundations. They build heavy steel structures. They run cheap electric cables to massive electric motors. A stationary plant is simple. It uses basic V-belts and electric motors. Any local mechanic can fix it. The maintenance costs are a fraction of a mobile tracked unit. The steel frames can handle much larger, heavier crushers for higher capacity. Buy mobile machines only if the business model requires moving the entire plant multiple times a year.
Mobile Aggregate Crushing Plant
Stationary Aggregate Crushing Plant
Feature
Stationary Plant
Tracked Mobile Plant
Financial Impact
Power Source
Grid Electricity
Diesel Engine
Grid is 60% cheaper to run
Setup Time
1-2 Months
1 Day
Fast start vs Long-term savings
Maintenance
Very Simple
Complex Hydraulics
Mobile needs specialized mechanics
How Feed Size and CSS Affect Crusher Capacity?
The biggest operational sin in any quarry involves the cone crusher. Operators look at the expensive cone machine. They want to “protect” it. They turn the feed belt down. They let a small trickle of rocks fall into the massive crushing chamber. The chamber runs half empty. This is the fastest way to destroy a cone crusher. A cone crusher is designed for “choke feeding.” The crushing mantle must remain completely buried under a mountain of rocks. When the chamber is full, the rocks are forced to crush against each other. This lamination process creates the perfect cubic shape. It also distributes the massive crushing force evenly across the entire bronze eccentric bushing. When operators trickle feed the machine, rocks only hit one side of the mantle at a time. This uneven impact violently jolts the main shaft. It ruins the bearings. It causes the machine to vibrate wildly. It also produces terrible, flat-shaped rocks. The feed bin above the cone must remain full. Using automation keeps the material level high. The CSS determines the final size, but the choke feed determines the machine’s survival and output quality.
Cone Crusher: Varying Feed Sizes
Capacity Optimization Steps
Keep It Full: Install ultrasonic sensors above the cone to automatically speed up the feed belt when the chamber drops.
Check the CSS: Measure the Closed Side Setting with a lead block every single morning before starting the plant.
Screen Efficiency: Make sure the vibrating screen is right-sized. Fine dust entering the cone causes ring bounce and lowers capacity.
How to Extend Crusher Wear Parts Lifespan?
Purchasing managers love to save money. They buy the cheapest manganese jaw plates and cone mantles on the market. They think they are helping the company. They are actually killing the profit margin. A cheap set of liners might cost 30% less. It will also wear out 50% faster. Buyers do not just pay for the metal. They pay for the downtime. It takes a full day to stop the plant, cool the machine, burn off the old liners, and pour backing compound for the new ones. Losing 10,000 tons of aggregate production for a day costs ten times more than the savings on the cheap metal. Calculating the Total Cost of Ownership (TCO) for the crusher wear parts lifespan is mandatory. Premium alloy liners allow the plant to run longer. The rocks will wear out the steel. Dust will destroy the entire machine. Stone dust is an extreme abrasive. It ruins bearings in days. Every crusher has a breather cap. As the machine heats up and cools down, it breathes air in and out. If the breather filter gets clogged with mud, the machine creates a vacuum inside. It sucks fine rock dust straight past the labyrinth seals and right into the main lubricating oil. That dust acts like liquid sandpaper on expensive bronze bushings. Checking breathers weekly is essential. Greasing labyrinth seals daily prevents dust entry. Keeping oil absolutely clean is critical. Dust and poor lubrication kill more crushers than rocks ever do.
2026 Latest Rock Crusher Trends
The crushing industry in 2026 is moving rapidly toward total automation. The end of manual gap adjustments is happening now. Modern crushers use hydraulic CSS systems tied to laser scanners on the output belts. The laser measures the rock size in real-time. If the rock gets too big as the metal wears down, the computer automatically closes the crusher gap. This happens while the machine is crushing rock. It guarantees a perfectly consistent product size 24 hours a day without stopping the plant. Major improvements in dust sealing technology are also visible. New pressurized sealing systems pump filtered air into the crusher frame. This positive pressure makes it physically impossible for outside dust to enter the bearings. This one innovation is doubling the lifespan of internal components in high-dust environments. These smart features make Mining crushing equipment much more reliable. Less time goes into fixing machines, and more time goes into making saleable products.
2026 Tech Highlights
Acoustic Monitoring: Sensors listen to the crusher impacts to detect loose liners before they fall off.
Auto-Tensioning V-Belts: Motors slide automatically to keep belt tension perfect, saving 5% on power.
Drone Surveying: Drones fly over the blasted rock pile to predict the exact feed size before it hits the jaw crusher.
Frequently Asked Questions
Question 1: Can a jaw crusher produce fine sand? No. A jaw crusher is designed for primary breakdown of large rocks. Its mechanics cannot produce fine sand. A VSI or a cone crusher handles fine aggregate production. Question 2: Why is the cone crusher vibrating violently? Violent vibration usually means trickle feeding the machine. The uneven load causes the main shaft to bounce. Filling the crushing chamber completely stabilizes the operation. Question 3: How often should operators check the crusher lubrication oil? Checking the oil flow and temperature every single shift is mandatory. Taking an oil sample every month checks for bronze or steel flakes. Clean oil is the lifeblood of the machine. Question 4: Is a diesel mobile crusher cheaper to run? No. Diesel fuel and hydraulic maintenance make mobile crushers very expensive to run long-term. Mobile units serve best when the job site moves frequently. Electric stationary plants serve best for long-term quarries.
About ZONEDING
ZONEDING has been a leading manufacturer of mining and crushing equipment since 2004. The factory builds rugged, reliable machines for the toughest rocks on the planet. The engineering team provides custom stationary plant designs and full-service installation across 120 countries. Focus remains on low maintenance costs and high daily output. As a direct manufacturer, heavy-duty iron comes at highly competitive prices. Contact the sales team today to discuss rock testing and custom plant design.
Starting a gold mine requires a clear budget. Total alluvial gold plant cost ranges from $30,000 for small setups to over $500,000 for industrial lines. Equipment price is only part of the investment. Shipping, power, and labor also impa...
Stop fine gold loss by using a combination of high-energy washing and centrifugal separation. Most mines lose 30% of their gold because they only use simple sluice boxes. Successful alluvial gold processing technology requires a multi-st...
Managing scattered construction sites requires highly adaptable equipment. The mobile crushing plant solves the massive challenge of tight schedules and frequent project relocations. Multi-project contractors deploy these machines to eli...
Identifying gold ore accurately determines the absolute survival of any mineral processing plant. A geological report showing 10 grams per ton means nothing if the metallurgical nature prevents extraction. A low-grade oxide gold ore often generate...
We use cookies to ensure that we give you the best experience on our website. If you continue to use this site we will assume that you are happy with it.
Privacy Policy
Send us a message
We would love to hear from you
Submit your question and our team will respond to the email provided as soon as possible.
 Zoneding Machine
Zoneding Machine