Stibnite is a very soft mineral. The antimony flotation process is the most effective way to recover it. Most plants struggle with low recovery rates due to over-grinding or wrong reagent timing. A successful setup requires precise chemical balance and mechanical stability. This guide explores how to optimize the flotation circuit. High-grade antimony concentrate depends on separating sulfur from arsenic and iron. Modern techniques focus on “stage grinding” to prevent mineral loss.
The antimony flotation process uses the natural hydrophobicity of stibnite to separate it from waste rock. Stibnite is the primary sulfide ore of antimony. It naturally likes to stick to air bubbles. Flotation is the core stage in any . It takes the ground ore and turns it into a high-value concentrate. Without flotation, the recovery of fine antimony particles is nearly impossible. Gravity separation works for large pieces. However, fine grains always require chemical flotation to reach market standards.
Flotation working principle
Antimony ore flotation
The core role involves three stages: roughing, scavenging, and cleaning. Roughing captures the most active minerals. Scavenging recovers the difficult particles. Cleaning removes the impurities like quartz or arsenic. In 2026, the demand for high-purity antimony is rising. This is due to its use in flame retardants and semiconductors. Therefore, the flotation stage must be highly efficient. A small mistake in this stage causes the “theft” of profit. Good flotation keeps the antimony in the froth and the waste in the tailings.
Why Flotation is the Most Efficient Technology?
Flotation is better than gravity for stibnite because stibnite is very soft. It has a Mohs hardness of only 2. During crushing and grinding, it breaks into tiny flakes. These flakes are too light for traditional gravity tables. Flotation ignores the weight of the particle. It focuses on the surface chemistry. This makes it the only way to handle complex sulfide ores. Also, flotation allows for the use of specific chemicals. These chemicals can selectively “turn off” other minerals like pyrite. This flexibility makes the process very economic for large-scale mines.
Feature
Gravity Separation
Antimony Flotation Process
Practical Impact
Particle Size
Coarse (>0.5mm)
Fine (<0.074mm)
Recovers fine mineral slimes
Recovery Rate
60% – 70%
85% – 95%
Significantly higher profits
Specificity
Based on Density
Based on Chemistry
Better at removing arsenic
Practical Advice for Plant Managers
Check the ore type: Sulfide ores (stibnite) float easily. Oxide ores (senarmontite) need sulfurization first.
Monitor the feed size: Ensure the Ball Mill produces a consistent slurry.
Watch the froth color: A bright metallic gray color indicates high-grade stibnite concentrate.
What is the Basic Workflow of Antimony Flotation?
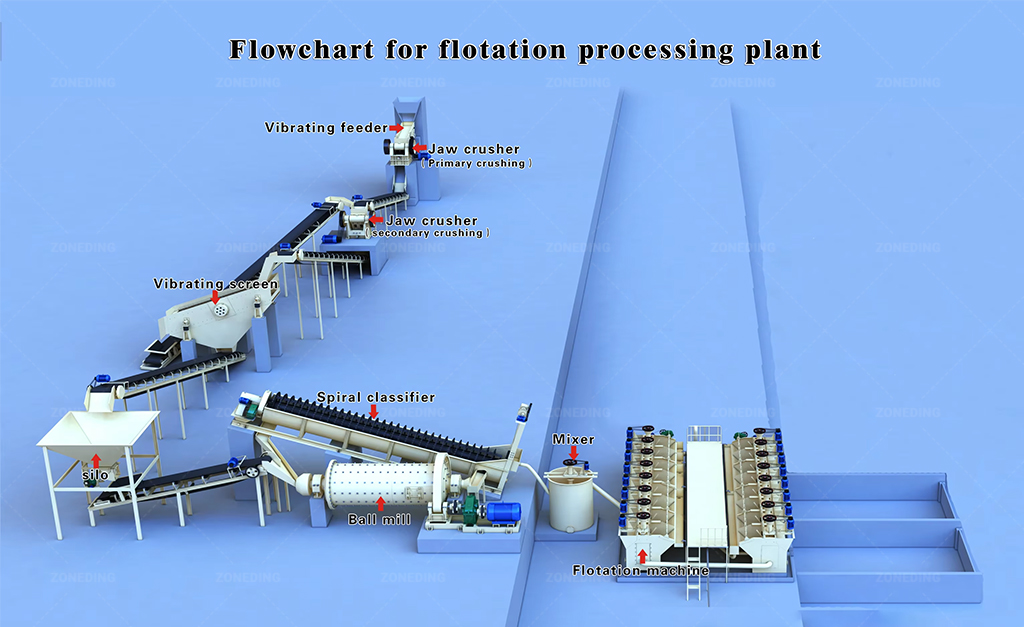
The workflow starts with crushing and ends with a filtered concentrate cake. First, a Jaw Crusher reduces the raw ore to a manageable size. Then, the ore goes to a grinding circuit. The goal is to “liberate” the stibnite crystals from the host rock. After grinding, the slurry enters a mixer tank. Chemicals are added here. This is called conditioning. The conditioned slurry then flows into the flotation cells. Air is blown into the cells. The impeller creates small bubbles. The antimony flakes attach to these bubbles and rise to the surface.
Stibnite flotation workflow
The froth is skimmed off the top. This froth is the concentrate. It usually contains 40% to 50% antimony. The waste material stays at the bottom of the tank. This is the tailings. In modern plants, the concentrate goes to a thickener. Then, a filter press removes the water. This results in a dry powder ready for smelting. The entire process must be continuous. If the flow stops, the chemicals can settle. This ruins the recovery for several hours. Proper automation is the key to maintaining this flow in 2026.
The “Deadly Triangle” of Over-Grinding
Over-grinding is the biggest killer of recovery in antimony plants. Stibnite is brittle. If it stays in the grinding circuit too long, it becomes “mineral mud” or slimes. These slimes are smaller than 10 microns. Most flotation bubbles cannot catch them. The expert approach is “stage grinding and stage separation.” This means the ore is ground lightly and sent to flotation. The coarse waste is then returned for more grinding. This prevents the stibnite from becoming too fine. It keeps the particles in the “Goldilocks zone” of 40 to 75 microns.
Tips for Better Grinding Control
Use a spiral classifier: A Spiral Classifier helps return the right sizes to the mill.
Check the ball load: Too many balls in the mill can crush the stibnite too much.
Adjust water ratio: The slurry should be about 30% to 35% solids for the best flotation results.
Which Flotation Reagents Increase Antimony Recovery?
Lead nitrate is the most common activator for stibnite, but it requires perfect timing. Stibnite surfaces can sometimes be “lazy.” They do not want to react with collectors. Lead nitrate (Pb(NO3)2) changes the surface chemistry. It makes the antimony look more “metallic” to the collector. However, lead nitrate is a double-edged sword. If too much is added, it can suppress the flotation. It can also contaminate the concentrate with lead. This lowers the sale price. The dosage must be very precise. Usually, 100 to 500 grams per ton is enough. The collector is the next critical reagent. Butyl xanthate is the standard choice. It acts like a “hook.” One end sticks to the antimony. The other end stays in the air bubble. Some plants use a “cocktail” of collectors. Mixing butyl xanthate with benzyl xanthate often yields better results. This combination creates a stronger bond with the mineral surface. Frothers like Pine Oil or MIBC are also added. They make the bubbles stable. If the bubbles pop too fast, the antimony falls back into the waste.
The Importance of Conditioning Time
Conditioning is the time the ore spends with the chemicals before air is added. For antimony, the conditioning time with lead nitrate is vital. It usually needs 3 to 5 minutes of strong mixing. This allows the lead ions to coat the stibnite surfaces properly. If the collector is added too early, it competes with the activator. This leads to poor recovery. A Mixer tank with high-speed blades is the best tool for this job. It ensures every particle gets a chemical coating. This is the difference between an 80% and a 90% recovery rate.
Reagent Type
Common Name
Role in Process
Tips for 2026
Activator
Lead Nitrate
Energizes the mineral surface
Add 3-5 minutes before collector
Collector
Butyl Xanthate
Attaches mineral to bubble
Use a blend for better selectivity
Frother
Pine Oil / MIBC
Creates stable bubbles
Keep the bubble size small and even
Regulator
Soda Ash
Controls the pH level
Avoid using lime if possible
Reagent Management Advice
Add reagents in stages: Split the collector dose between the roughing and scavenging cells.
Monitor temperature: Flotation works better when the water is above 15 degrees Celsius.
Test water quality: High calcium in the water can block the chemical reactions.
How to Solve the Antimony-Arsenic Separation Problem?
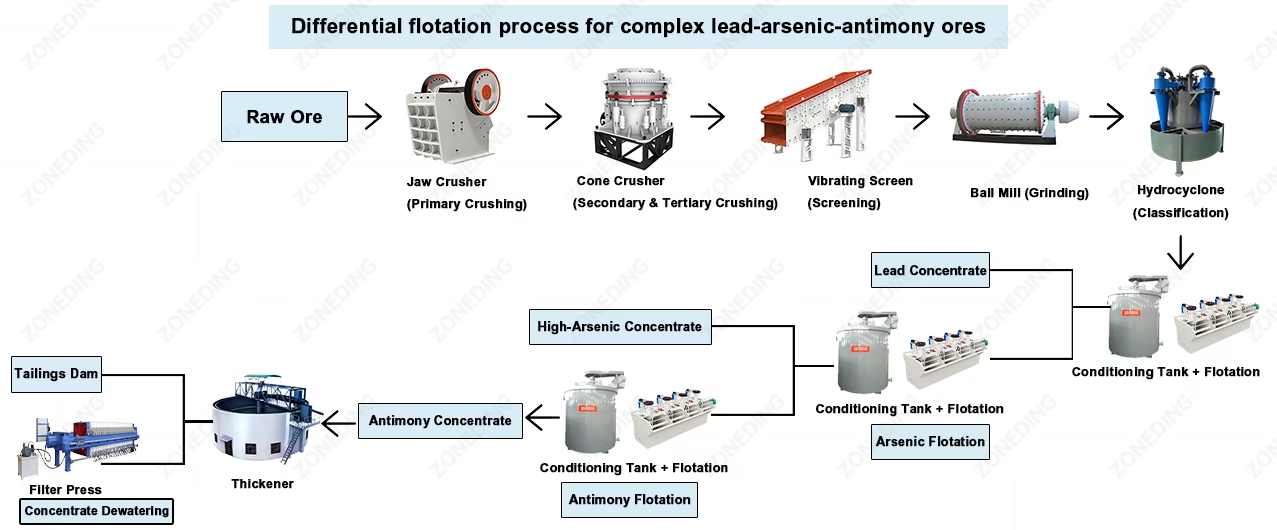
Arsenic is the biggest impurity penalty in the antimony market. Most stibnite ores contain arsenopyrite. Arsenic behaves very much like antimony. They both want to float at the same time. If the concentrate has more than 0.5% arsenic, the smelter will charge a high fee. In 2026, the penalties are even stricter. To solve this, a specific “depressant” must be used. This chemical tells the arsenic to stay in the water while the antimony floats. Sodium silicate or humic acid salts are the most common depressants for arsenic. The separation happens mostly in the “cleaning” stages. The rougher concentrate contains both minerals. During the cleaning, the pH is adjusted. At a pH of 8 to 9, stibnite floats well. However, the arsenic can be suppressed using oxidized chemicals. Some plants use potassium permanganate to “rust” the surface of the arsenic. This makes it lose its floatability. This requires a very steady hand. If the oxidation is too strong, it will also suppress the antimony. The goal is to find the perfect balance where antimony rises and arsenic sinks.
Differential flotation process for complex lead-arsenic-antimony ores
pH Control: Soda Ash vs. Lime
Many plants use lime to raise the pH because it is cheap. This is a mistake for antimony. Lime contains calcium ions. These ions react with the stibnite surface and form a coating. This coating stops the flotation chemicals from working. It acts as a depressant. The best way to control pH in an Antimony Ore Processing Plant is using soda ash (sodium carbonate). Soda ash provides the alkaline environment without the harmful calcium. It keeps the stibnite active. Although soda ash costs more than lime, the increase in recovery pays for it quickly.
Strategies for High-Arsenic Ores
Use multi-stage cleaning: Three or four cleaning stages are better for removing arsenic.
Try “reverse flotation”: Sometimes it is easier to float the arsenic first and leave the antimony.
Control the air volume: Lower air pressure in cleaning stages helps improve selectivity.
How to Choose the Right Flotation Machine for Antimony?
A flotation machine for antimony must handle heavy minerals without “sanding.” Stibnite has a density of 4.6. This is much heavier than quartz. If the impeller in the flotation cell is weak, the heavy antimony will sink to the bottom. This is called sanding. It blocks the machine and stops production. The ideal machine has a strong mechanical stirrer and a powerful air blower. This keeps the heavy particles in suspension. For 2026, energy efficiency is also a major concern. Machines with “U-shaped” bottoms are better because they prevent dead zones and reduce power waste. Maintenance is the other factor. The impeller and stator are the parts that wear out. Since antimony ore can be abrasive, these parts should be made of high-quality rubber or polyurethane. A worn impeller reduces the air dispersion. This leads to large, “lazy” bubbles that cannot carry the mineral. The expert recommendation is to check the impeller clearance every three months. Keeping the gap between the impeller and stator correct ensures the machine runs at peak performance.
Flotation-Machine
ZONEDING Flotation-Machine
Comparing Flotation Cell Types
Machine Type
Agitation Style
Best Application
Benefit for You
Mechanical (XJK)
Self-suction air
Small to medium plants
Easy to operate and maintain
Inflated (KYF)
External air blower
Large scale operations
Lower energy per cubic meter
Column Flotation
High air pressure
Fine cleaning stages
Highest concentrate grade
Maintenance Tips for Flotation Units
Check for “dead spots”: Ensure there is no buildup of sand in the corners of the cells.
Inspect the air pipes: Clogged pipes lead to uneven froth and poor recovery.
Rotate the impeller: Regular rotation helps even out the wear and extends the part life.
2026 Trends in Antimony Ore Processing
Automation and environmental standards are the top trends for the next two years. Many new plants are installing “online analyzers.” These machines check the antimony grade every few minutes. They automatically adjust the reagent pumps. This removes the “human error” from the flotation process. If the ore changes, the machine reacts immediately. This ensures the tailings are always low and the concentrate is always high.
Latest Advances in the Industry
Eco-Friendly Reagents: New collectors are being developed that are non-toxic to fish and plants.
Dry Tailings Disposal: Instead of wet ponds, more mines are using filter presses to make dry stacks.
Smart Sensors: Sensors that track the froth height and speed to optimize the skimmer.
Frequently Asked Questions
Question 1: What is the ideal pH for stibnite flotation? The best range is usually between 7 and 8.5 (neutral to slightly alkaline). Above 10, the stibnite can be suppressed. Question 2: How much lead nitrate should be used? Generally, between 200g and 500g per ton. It is best to start small and increase until the froth looks metallic. Question 3: Can I process oxidized antimony ore with flotation? Yes, but you must add sodium sulfide first. This “sulfurizes” the surface so the xanthate can stick to it. Question 4: What causes “sanding” in the flotation cell? Sanding is caused by low impeller speed or too much coarse sand in the slurry. Better grinding usually fixes this.
About ZONEDING
ZONEDING is a leading Chinese manufacturer of mineral processing equipment. Since 2004, the company has provided high-quality solutions for mining, aggregate, and cement industries. ZONEDING offers a full range of products, including Jaw Crusher, Ball Mill, and Flotation Machine. The engineering team consists of 15 experts who design customized production lines for global clients. ZONEDING has exported products to over 120 countries, offering factory-direct sales and full-service support. Contact ZONEDING today for a professional antimony plant design and quotation. The team is ready to help maximize recovery and lower operating costs.
What is a concrete crusher and how to select the best model? This industrial manual covers technical parameters, types, and maintenance for recycling projects. Effective debris management requires precise machine choice to ensure high-quality aggr...
One of the first questions investors ask before starting a mining project is: How much does a gold processing plant cost? Unfortunately, there is no single answer. A small gravity gold plant may cost less than a luxury house in some countries, whi...
Efficient washing of chrome ore stands as the most vital step to increase mineral grade and market value. Many mining projects fail because sticky clay stays on the ore during the initial stages. This comprehensive guide explains how the right&nbs...
We use cookies to ensure that we give you the best experience on our website. If you continue to use this site we will assume that you are happy with it.
Privacy Policy
Send us a message
We would love to hear from you
Submit your question and our team will respond to the email provided as soon as possible.
 Zoneding Machine
Zoneding Machine