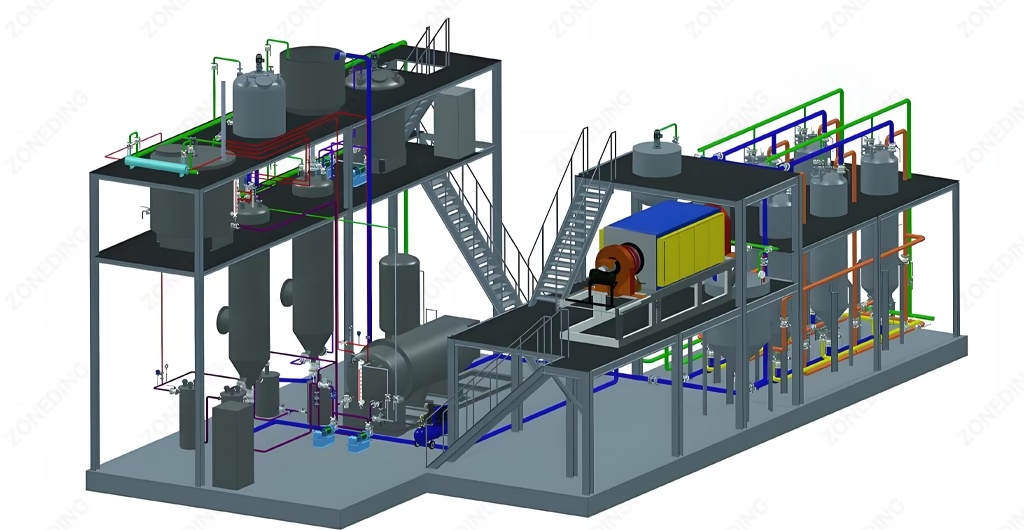
The Gold Elution Process is the heart of any modern Carbon-in-Leach (CIL) or Carbon-in-Pulp (CIP) plant. While leaching dissolves gold into a solution, the Elution-Electrowinning System is what transforms the invisible, adsorbed gold into a tangible, high-value product. This critical stage acts as a powerful concentration step, reversing the adsorption process under controlled conditions to strip gold from activated carbon.
Understanding the principles, advantages, and potential pitfalls of this process is essential for any gold mining operation. An efficient elution circuit maximizes the Gold Recovery Rate. In contrast, a poorly managed one can lead to significant financial losses through low efficiency and high operating costs. This guide provides a detailed analysis of the process, common operational problems, and proven solutions for system optimization.
What Core Technical Advantages Does an Efficient Gold Elution System Offer?
An efficient Elution-Electrowinning System has become the industry standard for several good reasons. It offers crucial advantages that impact the entire economic viability of a plant.
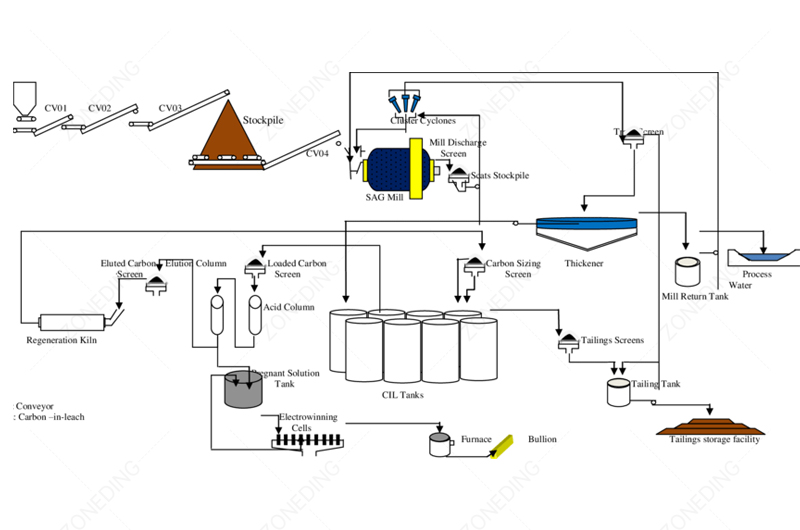
CIL
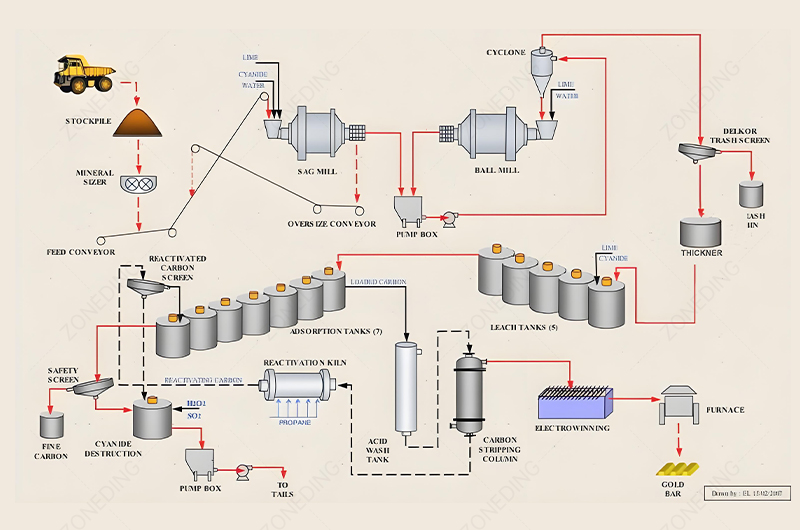
CIP
First, its incredible concentration capability stands out as its most powerful feature. During the CIL/CIP Process, Activated Carbon loads up with 3,000-8,000 grams of gold per ton. The elution process then strips this gold into a much smaller volume of solution. This action enriches the gold concentration by hundreds or even thousands of times, which means the downstream electrowinning circuit can be much smaller, significantly cutting capital and operating costs.
Furthermore, the process provides unparalleled security and automation. The system’s enclosed design keeps gold secured within sealed pipes and vessels. This design minimizes manual handling and drastically reduces the risk of theft compared to older methods.
Finally, another key benefit is the cost-effective recycling of Activated Carbon. The goal is not just to recover gold but also to produce clean “barren” carbon. This regenerated carbon returns to the adsorption circuit, significantly cutting the consumption of this expensive reagent.
How to Solve Low Gold-Loaded Carbon Elution Rate and High Barren Carbon Grade?
Despite these advantages, operators often face challenges. A low Elution Rate presents the most common and costly problem in any elution circuit, leading directly to a high Barren Carbon Grade. When gold fails to strip off the carbon, the system recycles it back into the leach circuit. This traps valuable inventory and reduces the plant’s daily output.
The root cause of this issue is almost always the fouling, or “poisoning,” of the Activated Carbon. Because carbon is not selective, contaminants from the ore slurry clog its porous structure. Inorganic foulants like calcium carbonate scale physically block the micropores, while organic contaminants from reagents or oils coat the carbon surface, making it inert.
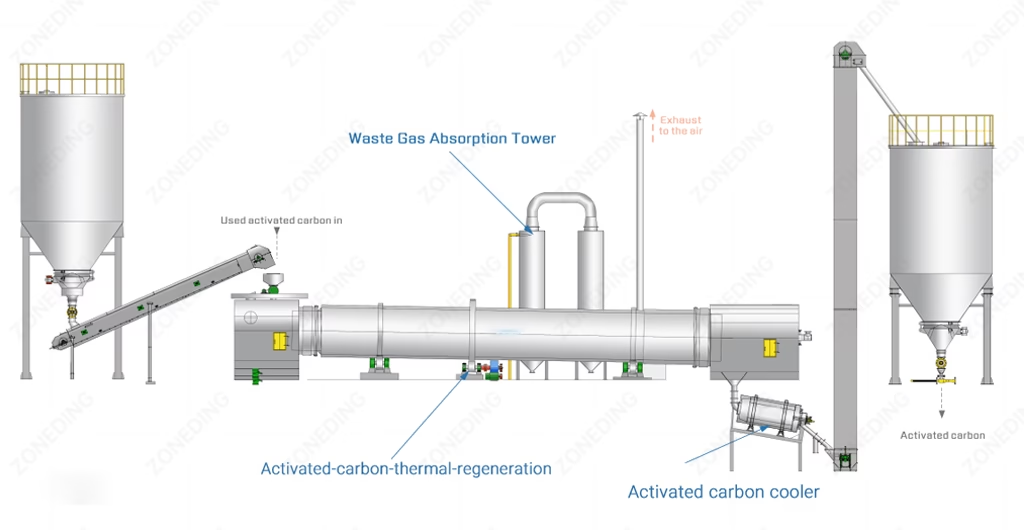
Activated-carbon-thermal-regeneration
To solve this, implementing a mandatory carbon pre-treatment schedule is the only effective solution.
Acid Washing: Before elution, washing the Gold-Loaded Carbon with a dilute acid dissolves the calcium carbonate scale.
Thermal Regeneration: After elution, reactivating the barren carbon in a kiln at high temperatures (650-750°C) burns off organic foulants and restores its porous structure. A proactive carbon management strategy is the key to maintaining a high Elution Rate.
How to Effectively Reduce Reagent and Power Consumption in the Elution Process?
While solving carbon fouling is critical, managing operational costs is equally important. The Gold Elution Process is energy and reagent-intensive, especially High-temperature High-pressure Elution systems, so controlling these costs is vital for profitability. The main expenses come from electricity for heating and pumping, along with chemicals like cyanide and caustic soda.
To curb energy consumption, maintaining mechanical integrity is the first step.
Insulation: Thoroughly insulating all elution columns, heat exchangers, and pipelines prevents heat loss, which is a direct waste of electricity. Regular inspections are essential.
Heat Exchangers: A highly efficient heat exchanger makes a huge difference. It uses heat from the outgoing barren eluate to pre-heat incoming solution, recovering a significant portion of thermal energy.
Lowering chemical usage, including Cyanide Consumption, comes down to precise process control.
Dosing Control: Automated dosing systems that monitor pH and cyanide levels add chemicals only as needed. This prevents costly overdosing that does not improve performance.
Use of Softened Water: Making up elution solutions with hard water introduces ions that cause scaling. Switching to softened water prevents these side reactions and reduces overall reagent use.
What Should Be Done to Address Long Elution Times or Low Electrolysis Efficiency?
Even with optimized costs, operational bottlenecks can arise. Excessively long elution times are a direct symptom of the problems already discussed: fouled carbon and suboptimal Elution Process Parameters. If the temperature is too low or chemical strength is insufficient, stripping kinetics slow down dramatically. This extends the cycle time needed to reach the target Barren Carbon Grade. Solving this requires fixing the root cause by ensuring the carbon is clean and all parameters are optimal.
In contrast, low Electrolysis Efficiency can be a separate issue. Even with a high-grade pregnant solution, gold may not deposit efficiently onto the cathodes. Fine carbon particles in the solution are a primary cause of this problem. These gold-laden fines can create short-circuits or simply pass through the system and be lost.
Effective filtration provides the answer. Installing a safety screen after the elution column is necessary to catch any migrating carbon particles. For ultimate performance, a clarifying filter can remove all suspended solids from the pregnant solution before it enters the electrowinning cells, ensuring a pure electrolyte and high Electrolysis Efficiency.
High-Temperature vs. Ambient Temperature Elution: How to Choose Based on Ore Properties?
These efficiency issues often lead to a fundamental question about system design itself. Choosing between a High-temperature High-pressure Elution system (like Zadra or AARL) and an Ambient Temperature Elution system is a major design decision. The right choice depends on factors like capital cost, operating cost, throughput requirements, and even the specific mineralogy of the ore.
Tanks
Feature
High-Temperature, High-Pressure System
Ambient Temperature System
Which is Better For…
Operating Temp.
120 – 150 °C
25 – 90 °C
High-temp for speed; Ambient for low-grade operations.
Ambient where energy costs are prohibitively high.
In general, most medium to large-scale professional mining operations opt for high-temperature, high-pressure systems. Their superior speed and efficiency result in a higher Gold Recovery Rate and a faster return on investment, which typically outweighs the higher initial cost.
How to Improve Efficiency by Optimizing Key Elution Process Parameters?
Regardless of the chosen system, optimizing its performance is paramount. This involves fine-tuning the Elution Process Parameters. The three most critical parameters are temperature, pressure, and solution flow rate, and each plays a distinct role in the stripping process.
Temperature: As the most powerful driver of elution kinetics, increasing the temperature dramatically accelerates the rate at which gold desorbs from the carbon. Every system has an optimal temperature range; operating below this will extend cycle times, while exceeding it wastes energy.
Pressure: Inside high-temperature systems, pressure keeps the solution in a liquid state above its normal boiling point. Maintaining a stable pressure is vital to prevent boiling inside the column, which can disrupt flow and lead to incomplete elution.
Flow Rate: The solution flow rate through the carbon bed determines the contact time. The flow must be slow enough for the chemical reactions to occur but fast enough to efficiently transport the stripped gold out. Engineers usually determine this optimal rate during commissioning.
By regularly monitoring and controlling these parameters with calibrated instruments, plant operators can maintain a stable and efficient Gold Elution Process.
How to Address Equipment Issues like Declining Activated Carbon Performance and Pipe Scaling?
Beyond tuning these parameters, addressing the physical wear and tear on equipment is also crucial. Two persistent operational issues include declining carbon performance and Pipe Scaling.
Fouling primarily causes declining Activated Carbon performance. The solution lies in a robust carbon management circuit treated as an integral part of the elution system, not an afterthought. This includes dedicated equipment for acid washing and thermal regeneration. Regularly testing the activity of the regenerated carbon is also necessary to ensure the process is effective. Investing in quality carbon handling equipment also minimizes carbon breakage.
The precipitation of calcium carbonate causes another common headache: Pipe Scaling. This scaling restricts flow, reduces heating efficiency, and can eventually block pipes entirely. The most effective preventative measures include using softened water and adding a scale inhibitor chemical to the circuit. If scaling does occur, the system must be periodically shut down and cleaned with acid.
Summary and Recommendations
A successful Gold Elution Process is built on a foundation of clean carbon, precise process control, and well-maintained equipment. The core objective is to create an environment that forces gold off the carbon quickly and completely. This requires a proactive approach to managing carbon activity through regular acid washing and thermal regeneration.
Optimizing the system requires diligent control of key parameters like temperature and flow rate while minimizing energy and chemical costs. By understanding and addressing common issues like carbon fouling, scaling, and fines generation, an operation can ensure its Elution-Electrowinning System runs as a highly efficient and profitable gold refinery.
About Durable Machine
Durable Machine provides a comprehensive range of Gold Processing Equipment designed for reliability and efficiency. From primary crushing and grinding with Jaw Crushers and Ball Mills to complete CIL/CIP circuits, we offer robust solutions tailored to the specific needs of each project. Our expertise includes the design and supply of complete Elution-Electrowinning Systems that maximize gold recovery while minimizing operational costs.
We are committed to delivering high-performance machinery and expert support to help our clients succeed. Contact us to learn how our proven technology can improve the profitability of your gold mining operation.
One of the first questions investors ask before starting a mining project is: How much does a gold processing plant cost? Unfortunately, there is no single answer. A small gravity gold plant may cost less than a luxury house in some countries, whi...
Understanding the mechanical logic of crushing equipment is vital for project profitability. Selecting a machine based solely on capacity ignores the reality of wear and energy costs. Different stones require different mechanical principles—either...
The success of a graphite processing plant depends on the ability to protect large flakes. Natural flake graphite value relates directly to flake size. Large flakes (+32 or +50 mesh) command prices several times higher than fine powder. An efficie...
Buying a stone crusher is a major investment for any quarry, mining, or aggregate production business. The wrong equipment can increase downtime, wear cost, and energy consumption for years. Meanwhile, the right crushing system can improve product...
We use cookies to ensure that we give you the best experience on our website. If you continue to use this site we will assume that you are happy with it.
Privacy Policy
Send us a message
We would love to hear from you
Submit your question and our team will respond to the email provided as soon as possible.
 Zoneding Machine
Zoneding Machine