Waste concrete blocks, often seen as mere construction debris, hold significant untapped value. These materials can transform into high-quality recycled aggregate through a specialized process. This transformation provides sustainable alternatives to natural resources. It also significantly reduces environmental impact. My long experience shows this is more than simple crushing; it’s material re-engineering. This guide will walk you through the essential equipment and detailed steps involved. It ensures that you produce aggregates suitable for demanding construction applications. You will learn how to unlock the hidden potential in discarded cement blocks.
What is the Overall Production Process for High-Quality Recycled Aggregate?
Turning waste cement blocks into high-quality recycled aggregate is not a simple task. It requires a carefully planned and executed production process. This journey transforms what was once considered waste into a valuable resource. It involves several distinct stages. Each stage plays a crucial role in ensuring the final product meets stringent quality standards. This process maximizes resource utilization. It significantly reduces environmental impact. It begins with raw material reception and ends with graded, purified aggregates ready for use.
Sand and aggregate production line equipment
The overall production process starts with receiving and sorting the waste cement blocks. This initial step is vital. It removes obvious contaminants. Next, pre-treatment further refines the material. It prepares it for crushing. The material then undergoes primary, secondary, and sometimes tertiary crushing. This reduces its size incrementally. Screening and classification occur between crushing stages. They separate aggregates by size. Advanced impurity separation techniques follow. These remove remaining undesirable elements. Finally, the aggregates are washed and shaped. This improves their quality and consistency. Throughout this process, environmental controls are integrated. They ensure sustainable operation. This multi-stage approach ensures that the “re-engineering of materials” yields superior results. It delivers products that meet modern construction demands.
How Do Specific Devices Effectively Sort and Remove Impurities from Cement Blocks?
Effective initial screening and pre-treatment are critical for high-quality, cost-effective recycled aggregate production. Rigorous separation of waste concrete from contaminants like soil, wood, metal, and plastic is essential. Many facilities overlook this, feeding mixed waste directly into crushers, which complicates subsequent processes and significantly escalates costs.
Cleaner feedstock ensures more efficient crushing and separation, leading to a higher quality final product and lower expenses – a crucial early investment.
This stage employs specialized equipment for efficient sorting. Vibrating/plate feeders deliver material to trommel screens, which effectively remove fines and debris by size, protecting primary crushers and improving efficiency. Manual sorting lines then remove large non-crushables, while advanced facilities may use air classifiers for lightweight impurities like paper and plastic films. This multi-layered approach guarantees a cleaner input, significantly enhancing the final recycled aggregate’s purity.
The Role of Magnetic Separation in Pre-treatment
Magnetic separators are indispensable in the pre-treatment stage. Waste cement blocks often contain steel reinforcement bars. These rebar pieces, if not removed, can cause significant damage to crushing equipment. They can also degrade the quality of the final aggregate. Overband magnetic separators are commonly installed over conveyor belts. They effectively lift and remove ferrous metals from the material stream. This protects downstream crushers from metallic contamination. It also ensures the safety of the entire operation. This step is vital for producing high-quality recycled aggregate. It prevents costly equipment breakdowns. It maintains the integrity of the aggregate product.
Primary Crushing: Efficient Heavy-Duty Equipment for Initial Volume Reduction of Waste Concrete?
Once pre-treated, large waste cement blocks require primary crushing. This step drastically reduces their size. It prepares them for subsequent processing. For this demanding task, heavy-duty crushing equipment is essential. The choice of primary crusher depends on the material’s properties and desired throughput. My experience confirms that for waste concrete, the primary crusher’s robustness and ability to handle large, variable feed sizes are paramount. It initiates the volume reduction process.
Jaw crusher
Jaw crushers are the workhorses of primary crushing. They excel at processing hard and abrasive materials. Waste concrete, often containing tough aggregates, fits this profile perfectly. Jaw crushers use a compressive force between a fixed jaw and a movable jaw. This crushes large blocks into smaller, manageable sizes. ZONEDING’s jaw crusher equipment is known for its rugged construction. It features deep crushing cavities and high crushing ratios. These characteristics allow them to efficiently handle the irregular shapes and varied compositions of waste cement blocks. This ensures reliable operation. They can process materials up to 1000mm in size. They reduce them to products ranging from 100mm to 300mm. This sets the stage for further processing.
Optimized Design for Waste Concrete Crushing
The deep cavity high crushing ratio design in ZONEDING’s jaw crushers is particularly beneficial for cement block crushing process. This design prevents material bridging. It ensures a continuous flow of material through the crushing chamber. This maximizes throughput. It minimizes downtime. The high crushing ratio means fewer passes are needed to achieve the desired initial size reduction. This optimizes energy consumption. It improves overall efficiency. This approach to primary crushing lays a solid foundation. It enables the efficient production of high-quality recycled aggregate.
Secondary Crushing & Shaping: Which Crusher for Desired Aggregate Size & Quality?
Material from primary crushing is often too large and angular. Secondary crushing and shaping refines particle size and optimizes aggregate shape, crucial for high-quality recycled aggregate. Selecting the right machine at this stage is vital for final product quality and line efficiency.
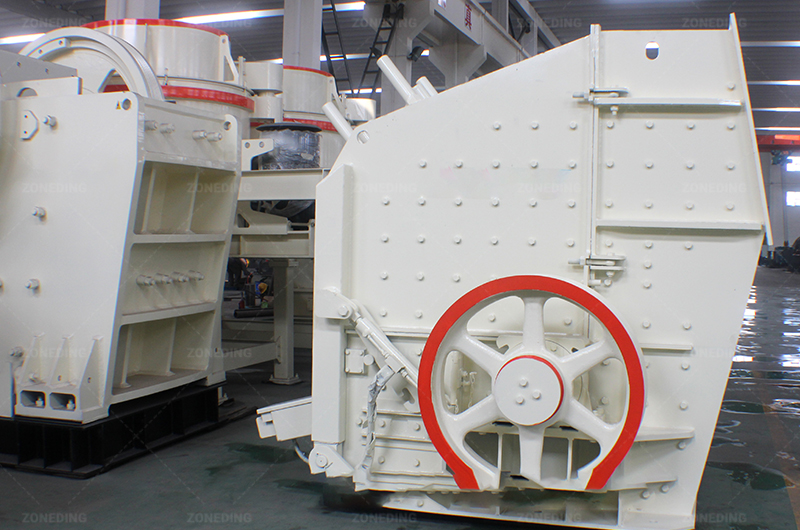
Impact-Crusher
Hydraulic Cone Crusher
VSI Sand Making Machine
Impact crushers, especially Horizontal Shaft Impact (HSI) crushers, excel with waste concrete. They use high-speed rotors and blow bars for impact and material-on-material crushing, efficiently reducing size, stripping residual mortar, and effectively shaping aggregates by reducing flaky/elongated particles.
For highly abrasive waste concrete, cone crushers are an excellent alternative. They utilize high-compression gyrating action, making them more suitable for hard, abrasive materials where impactors would experience excessive wear. Cone crushers produce a consistent, cubical product, ideal for fine and coarse aggregate applications. ZONEDING’s models feature advanced hydraulics for optimal gradation and shape adjustment.
Optimizing Aggregate Shape with VSI Sand Makers
For further shaping and fine aggregate production, VSI sand makers (Vertical Shaft Impact crushers) are invaluable. My insights emphasize that achieving aggregate particle shape optimization is critical for recycled materials. VSI crushers utilize a “rock-on-rock” or “rock-on-metal” crushing principle. They impart high-velocity impact to the material. This results in superior cubical product shape. This process also helps to further dislodge any remaining cement paste from the aggregate surfaces. The material-on-material crushing action is particularly effective. It minimizes wear on parts. This machine produces high-quality recycled aggregate suitable for concrete and asphalt mixtures. It has excellent workability.
Multi-Layer Vibrating Screens: How to Ensure Recycled Aggregate Gradation?
After crushing, precise screening and classification are essential for high-quality recycled aggregate. This stage separates material into specific size fractions, meeting required standards and ensuring optimal concrete performance (workability, strength, durability).
Vibrating screen
Vibrating-screen-working-site
Multi-layer vibrating screens are core for this, utilizing multiple decks with different mesh sizes to efficiently separate aggregate into uniform size fractions (e.g., 0-5mm, 5-10mm, 10-20mm, 20-40mm). ZONEDING vibrating screens offer high efficiency and reliability, featuring robust construction and adjustable vibration parameters for optimal separation, even with challenging materials like recycled concrete.
Achieving Optimal Gradation
The ability to precisely classify aggregates is paramount. It allows producers to create custom blends. These blends meet specific project requirements. For instance, concrete mixes often demand specific proportions of coarse and fine aggregates. A well-designed screening system ensures these proportions are met. This maximizes the value of the recycled aggregate equipment. It provides flexibility in product output.
How Do Magnetic & Air Separators Thoroughly Remove Steel & Light Materials?
Even after initial crushing, deep separation is crucial for high-quality recycled aggregate. Residual impurities, if not thoroughly removed, compromise product purity and concrete performance.
Magnetic separators are vital for extracting ferrous metals (e.g., rebar fragments) missed by pre-treatment, which can damage equipment and degrade aggregate quality. Overband or suspended magnets on conveyor belts efficiently remove these, protecting downstream machinery and ensuring purity.
Equally, air classifiers remove lightweight impurities like wood, plastic, or paper. These lower-density materials compromise aggregate integrity and concrete performance. Air classifiers use controlled air streams to separate lighter contaminants, carrying them away from the heavier aggregates.
This two-pronged approach ensures comprehensive impurity removal, significantly enhancing recycled aggregate purity and usability.
Benefits of Comprehensive Impurity Removal
Enhanced product purity: Meets strict construction standards for high-quality recycled aggregate.
Improved concrete performance: Prevents defects caused by impurities. These include pop-outs, reduced strength, and durability issues.
Reduced equipment wear: Protects downstream crushers and other machinery from damage by metallic contaminants.
Environmental compliance: Helps produce a clean, reusable product from construction waste processing equipment.
Green & Efficient Recycled Aggregate Line: Smart Control & Environmental Support?
Building a modern recycled aggregate production line requires a holistic approach, integrating smart control systems and robust environmental protection. This creates a green, efficient operation where profitability hinges on sustainability and operational intelligence, ensuring regulatory compliance and optimized resource use.
Smart control systems are central to efficiency. They automate and monitor every production stage (from feeders to conveyors) using real-time sensor data on flow, performance, and energy. A centralized control room allows remote optimization of parameters, minimizing energy waste, maximizing throughput, and enabling predictive maintenance for stable, high output with reduced downtime.
Environmental support is equally vital. Effective dust collection systems (e.g., bag filters, wet scrubbers) capture airborne particles at transfer and crushing zones, protecting worker health and air quality. Noise reduction measures, such as sound-proof enclosures, minimize community disturbance. Furthermore, water recycling systems reuse washing water, conserving resources. This comprehensive environmental strategy ensures compliance, enhances public image, and contributes to sustainable practices.
Advantages of Integrated Smart and Green Solutions
Reduced operating costs: Automated control optimizes energy usage and reduces manual labor.
Improved product consistency: Precise control over processing parameters ensures consistent high-quality recycled aggregate.
Enhanced safety: Automation minimizes human interaction with hazardous machinery.
Environmental sustainability: Dust control, noise reduction, and water recycling reduce the ecological footprint.
Recycled Aggregate Equipment: How to Configure by Volume, Waste, & Product?
Selecting the optimal recycled aggregate equipment is crucial for project profitability and success, demanding a tailored engineering approach based on operational needs, waste characteristics, and product quality – not a one-size-fits-all solution.
Begin by analyzing processing volume (TPH/TPD) to determine crusher, screen, and conveyor capacities. Mobile crushing plants suit lower volumes or urban sites for fast deployment, whereas fixed lines are more efficient for high, continuous volumes.
Next, assess waste features (clean concrete vs. mixed materials) to identify pre-treatment needs (magnetic separators, air classifiers). Waste hardness and abrasiveness dictate crusher choice (jaw, impact, cone), with cone crushers preferred for highly abrasive materials.
Finally, define product requirements: target sizes, shapes, and quality. Premium sand/cubical aggregates often require a VSI sand maker for shape optimization, and low water absorption necessitates a washing/scrubbing plant. ZONEDING specializes in customized mineral processing solutions, with engineers designing optimal aggregate production lines for maximum efficiency and profitability.
Key Factors for Optimal Equipment Selection
Material type & composition: Clean concrete, mixed demolition waste, or asphalt?
Feed size & maximum lump size: Determines primary crusher type and size.
Product quality requirements: Cubical shape, low impurity, low water absorption.
Site characteristics: Fixed plant or mobile crushing plant? Space availability, power access.
Budget & ROI: Balancing initial investment with low operating cost and long-term value.
Frequently Asked Questions
Question 1: What makes ZONEDING’s recycled aggregate equipment different from standard crushing plants? ZONEDING’s recycled aggregate equipment is optimized for waste concrete. It focuses on impurity removal and aggregate shaping. This ensures a final product suitable for new construction. Standard plants mainly process virgin rock. Question 2: Can construction waste processing equipment also handle asphalt waste? Yes, many ZONEDING construction waste processing equipment lines can process asphalt waste. The configuration might require specific crushing types, like impact crushers, to handle the material’s properties effectively. Question 3: How does ZONEDING help achieve aggregate particle shape optimization? ZONEDING utilizes advanced VSI sand makers. These machines employ a unique crushing mechanism. They transform irregular, flaky particles into cubical shapes. This improves the performance of recycled aggregates in concrete. Question 4: What is the benefit of a fixed recycled aggregate production line over a mobile crushing plant? A fixed recycled aggregate production line offers higher continuous capacity. It typically has lower operating costs over time. It provides greater stability and flexibility in integrating complex separation and washing stages. A mobile crushing plant provides unmatched flexibility and fast deployment crushing for changing sites.
Summary and Recommendations
The journey from waste cement blocks to high-quality recycled aggregate is complex. It demands specialized equipment and precise processes. This article has explored the crucial stages. It covers everything from initial screening and primary crushing to deep impurity separation and aggregate shaping. It highlights the importance of smart controls and environmental measures. Each step is vital. It contributes to producing a valuable and sustainable product. This process reduces waste and conserves natural resources. It meets the growing demand for sustainable construction materials. ZONEDING strongly recommends a thorough analysis of your specific needs. Consider your processing volume, waste characteristics, and desired product quality. This will help you select the optimal recycled aggregate equipment combination. Our expertise ensures a tailored, efficient, and profitable aggregate production line configuration. Partner with ZONEDING. Transform your construction waste into a valuable asset.
About ZONEDING
ZONEDING MACHINE is a leading Chinese mineral processing equipment manufacturer. It specializes in B2B solutions. ZONEDING has provided reliable equipment since 2004. The factory covers 8,000 square meters. It produces over 500 units annually. The product range is comprehensive. It covers crushing, grinding, beneficiation, screening, and drying. ZONEDING offers full-service support. This includes design, manufacturing, installation, training, and after-sales service. Products export to over 120 countries. ZONEDING commits to delivering high-quality, customized, and efficient solutions. These help operations achieve their goals. Contact ZONEDING today to discuss your recycled aggregate production needs.
A represents the peak of integrated mineral processing technology. This machine functions as a complete factory on wheels or tracks. It performs feeding, crushing, and screening in one continuous flow. This setup eliminates the need for expensive ...
Starting a gold mine requires a clear budget. Total alluvial gold plant cost ranges from $30,000 for small setups to over $500,000 for industrial lines. Equipment price is only part of the investment. Shipping, power, and labor also impa...
Mobile crushing technology offers the most direct path to reducing operational costs and increasing profit margins in the mining industry. This article explains how a mobile unit eliminates the need for expensive civil works and reduces truck haul...
The stands as the most important machine in a modern gold mine. This heavy equipment grinds raw ore into fine particles to release precious metals. Achieving a high recovery rate depends on the efficiency of this grinding process. If the machine f...
We use cookies to ensure that we give you the best experience on our website. If you continue to use this site we will assume that you are happy with it.
Privacy Policy
Send us a message
We would love to hear from you
Submit your question and our team will respond to the email provided as soon as possible.
 Zoneding Machine
Zoneding Machine