Centrifugal concentrators utilize a high G-force field to separate minerals based on density. This technology captures fine particles that traditional gravity methods often lose. Modern mining operations use these machines for gold, tungsten, and tailings recovery. By applying 60G to 200G of force, a significantly improves recovery rates for particles smaller than 0.074mm. This article examines five core scenarios where this equipment provides the highest return on investment in 2026.
Scenario 1: How Does the Concentrator Recover Fine Gold Under 0.074mm?
The machine captures gold particles smaller than 0.074mm by multiplying the gravitational pull on each grain. Standard gravity tools like sluices rely on natural settling speeds. Fine gold particles have very low mass. They often float on water surfaces or stay suspended in the slurry. The centrifugal field forces these tiny heavy grains into a fluidized concentrate bed. This process ensures high Fine gold recovery even for materials previously considered “unrecoverable” slimes. The mechanical design uses a spinning inner bowl with specialized ribs. High-pressure water enters through holes in the bowl wall. This fluidization water keeps the bed of sand loose and active. Without this water, the sand would pack into a hard solid layer. The heavy gold particles penetrate the loose sand bed due to the extreme G-force. Light waste minerals like quartz cannot enter the bed and wash away. This specific mechanism allows for a massive enrichment ratio. Operations often see gold grades increase from a few grams per ton to several kilograms per ton in a single pass.
fine gold recovery centrifugal bowl
Concentrator Recover Fine Gold
Particle Size and Recovery Efficiency
Particle Size (mm)
Sluice Box Recovery
Centrifugal Recovery Rate
Impact on Production
0.5 – 2.0 mm
80% – 90%
98% – 99%
Minimal loss
0.1 – 0.5 mm
45% – 60%
95% – 97%
Significant gain
< 0.074 mm
5% – 15%
85% – 92%
Major profit boost
Practical Advice for Fine Particle Processing
Water Filtering: Feed only clean, filtered water into the fluidization jacket to prevent hole blockage.
Feed Sizing: Remove all trash and rocks over 2mm before the material enters the machine.
Spin Speed: Adjust the variable frequency drive to increase G-force for extremely fine gold flakes.
Scenario 2: How to Extract Value from Old Mine Tailings Projects?
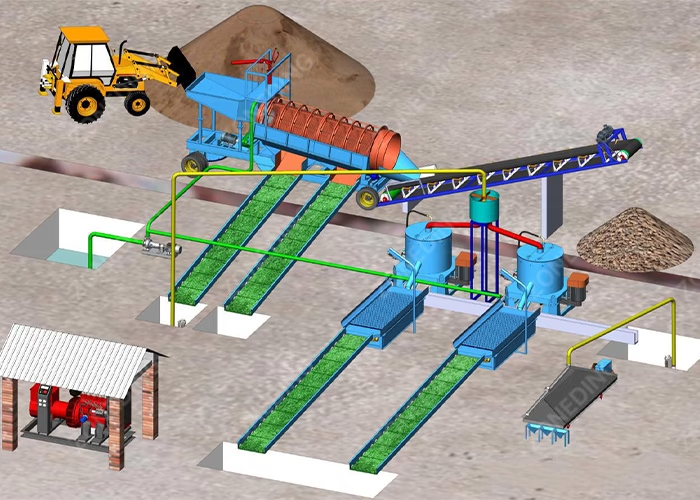
Mines utilize centrifugal machines to re-process old waste piles for residual minerals. Many older facilities used inefficient Tailings processing equipment that missed fine heavy minerals. These waste piles often contain significant amounts of gold, tin, or tungsten. A centrifugal unit acts as a high-capacity scavenger to catch these lost profits. This method requires no blasting or fresh crushing. It turns expensive waste management into a profitable secondary revenue stream. The economic model for tailings recovery relies on high throughput and low operating costs. The machine processes large volumes of slurry with minimal power consumption. Modern tailings projects often combine the concentrator with a Spiral Classifier to deslime the feed first. Removing the finest clay helps the centrifugal field work more effectively on the target minerals. This physical separation process also helps clean the tailings. Removing heavy metals makes the final waste safer for long-term storage or backfilling.
Centrifuges are used for tailings recovery
Tailings Recovery Strategy
Density Control: Maintain a steady slurry density of 20% to 30% for optimal separation.
Batch Selection: Use batch-type machines for gold and continuous discharge types for base metals.
Scenario 3: Why Install Concentrators in a Grinding Closed-Loop?
Installing a concentrator between the Ball Mill and the classifier prevents the over-grinding of gold. Gold is highly malleable and dense. It tends to settle at the bottom of the grinding circuit and recirculate multiple times. Steel balls eventually hammer the gold into microscopically thin flakes. This “smearing” effect makes the gold very difficult to catch in downstream flotation or leaching tanks. A centrifugal unit removes the Free gold recovery as soon as it is liberated from the host rock. Removing gold early in the circuit also improves the overall plant security. High-grade gravity concentrates are easy to secure and smelt on-site. This reduces the amount of gold locked in the grinding circuit or lost in the chemical plant. The machine typically receives a portion of the cyclone underflow. This stream contains the highest concentration of heavy liberated minerals. By capturing gold here, the downstream Flotation Machine load decreases. This allows for lower chemical consumption and more stable operation.
Centrifuges are used for gravity separation
Grinding circuit centrifugal integration
Grinding Loop Performance Data
Circuit Feature
Standard Grinding
With Centrifugal Unit
Operational Benefit
Gold Shape
Flaky / Smeared
Natural / Granular
Better recovery
Recirculating Load
High Gold Content
Low Gold Content
Reduced circuit theft
Leach Time
36 – 48 Hours
18 – 24 Hours
Higher plant capacity
Best Practices for Grinding Loops
By-pass Pipes: Install a three-way valve to allow maintenance without stopping the entire mill.
Automatic Flushing: Use a timer to flush the concentrate every 45 to 90 minutes based on ore grade.
Sample Points: Place sample cutters on the feed and tailing lines to monitor real-time performance.
Scenario 4: How Does it Improve Alluvial Gold Recovery Over Sluices?
Centrifugal machines capture “flour gold” that traditional sluice boxes consistently lose. Alluvial mining often involves flat or leaf-shaped gold particles. These shapes have high surface area relative to their weight. In a standard sluice, the water velocity pushes these flakes over the riffles and into the waste pile. The centrifugal field provides the necessary force to overcome the water’s drag. It ensures that the Placer Gold Mining operation maximizes its yield per cubic meter of gravel. Another major problem in alluvial mining is “riffle packing.” Sluice boxes often fill with heavy black sands or magnetite. Once the riffles are hard, they cannot trap any more gold. A centrifugal machine avoids this by using fluidization water. The water pressure keeps the bed of concentrate in a liquid-like state. This allows gold to sink through the sand while light minerals are rejected. This results in a very high-grade concentrate with almost no black sand. It drastically reduces the labor required for final cleaning and panning.
Equipment for Placer Gold Purification & Processing
Alluvial gold recovery centrifugal
Alluvial Recovery Tips and Suggestions
Pre-Screening: Always use a Vibrating Screen to remove rocks larger than 5mm before processing.
Mobile Setup: Mount the concentrator on a trailer for easy movement along a river or creek.
Water Recycling: Use a settling pond to clean the water if the local supply is very muddy.
Scenario 5: How Does G-Force Boost Rare Metal Grades?
Centrifugal force enhances Tungsten and tin separation by recovering brittle fine minerals. Tungsten and tin ores are often very heavy but fracture easily into tiny dust-like particles. Standard gravity tables or jigs cannot capture these fines effectively. The Centrifugal Concentrator creates a powerful force that pulls these fine, heavy grains out of the slurry. This produces a high-grade concentrate that commands a better price from smelters. This equipment also excels in Tantalum Niobium Ore Beneficiation. These ores are usually low-grade and require processing massive tonnages. The concentrator acts as a primary enrichment tool. It removes 90% of the waste rock in the first stage. This smaller, enriched stream then moves to a Shaking Table for final upgrading. This combination maximizes recovery while keeping the physical footprint of the plant small. It is the most efficient Gravity mineral separation flowsheet for rare metals.
Rare Metal Processing Table
Metal Type
Density (g/cm³)
Main Challenge
Concentrator Benefit
Tungsten
19.3
Brittleness / Fines
High fine recovery
Tin
7.3
Sliming losses
Captures -30 micron
Tantalum
16.6
Low feed grade
Massive volume reduction
Technical Advantages of Physical Separation in 2026
The industry is moving toward “Green Mining” to meet environmental regulations. Centrifugal machines provide a purely physical separation method. They use no mercury, cyanide, or flotation chemicals. This makes the mining process safer for the environment and the workers. Obtaining government permits for gravity-based plants is much faster than for chemical leaching plants. This speed to production is a major competitive advantage for new mining ventures. Modern designs also feature high levels of automation. Sensors monitor bowl speed and water pressure in real-time. If the feed density changes, the system adjusts the water flow automatically. This ensures a consistent Centrifugal concentrator recovery rate regardless of ore fluctuations. The use of polyurethane liners has also replaced old rubber parts. These liners are more resistant to abrasion and are much easier to replace during maintenance.
Latest Progress in 2026
High-G Fields: New motors allow for 200G fields to capture sub-10 micron particles.
Smart Sensors: Digital monitoring predicts liner wear before failure occurs.
Energy Efficiency: Modern drives reduce power consumption by 15% compared to older models.
Key Parameters Affecting Recovery Rates
Fluidization water pressure is the most important variable in daily operation. This pressure must be strong enough to keep the sand bed loose but gentle enough not to wash away the gold. The correct pressure depends on the mineral density and the particle size. Operators must check the pressure gauges every hour. Small changes in water pressure can lead to significant mineral losses in the tailings stream. Bowl rotation speed determines the centrifugal force applied to the particles. Higher speeds are necessary for recovering extremely fine or flat gold. However, excessive speed increases mechanical wear and power costs. Feed density also plays a critical role. If the slurry is too thick, heavy minerals cannot penetrate the bed easily. A density of 25% solids is generally ideal for most Mineral processing optimization projects.
Critical Operating Parameters
Water Pressure: Maintain between 0.01 and 0.03 MPa for gold recovery.
Slurry Density: Keep between 20% and 35% for consistent flow.
Rotation Speed: Optimize based on the target mineral’s specific gravity.
Feed Size: Strictly limit to -2mm to prevent bowl damage.
Configuring Feeding and Drainage Systems
Small-scale operations typically use batch-type machines. These units stop every hour to flush the concentrate into a secure box. A simple Vibrating Feeder and a small pump are sufficient for this setup. This configuration is low-cost and easy to maintain in remote areas. It is the standard choice for Mineral processing equipment configuration in artisanal or small-scale mines. Large-scale industrial plants require continuous discharge machines. These units release a steady stream of concentrate through specialized valves. This allows the plant to run 24 hours a day without stopping. These systems require advanced drainage setups. The tailings usually move to a High Efficiency Concentrator for water recovery. This setup is essential for iron ore or large base metal projects where volume is high.
Evaluating Liner Materials and Maintenance Costs
The inner bowl liner is the most common wear part in the machine. In the past, steel liners were common, but they suffered from rust and high weight. Today, polyurethane liners are the industry standard. Polyurethane is much lighter and provides superior resistance to sand abrasion. These liners often last three times longer than steel versions. They also feature a smooth surface that makes the final gold cleanup much faster. Maintenance costs also depend on the quality of the bearings and seals. Because the machine uses water and sand, seals must be high-quality to prevent leaks. Regular lubrication is necessary to ensure long bearing life. A well-maintained centrifugal unit has very low operating costs compared to flotation or leaching. Most maintenance tasks can be completed by a single mechanic in a few hours. This simplicity makes it a reliable choice for sites with limited technical support.
Part Name
Material
Average Life
Replacement Difficulty
Inner Liner
Polyurethane
8 – 12 Months
Easy
Fluidization Valve
Stainless Steel
2 – 3 Years
Moderate
Drive Belt
Reinforced Rubber
6 – 12 Months
Very Easy
Common Questions and Answers
Question 1: Can the machine handle high-clay ores? Clay is a problem for all gravity equipment. You must wash the ore thoroughly first. Using a Sand Washing Machine before the concentrator is a good solution. Question 2: How much water is required for a 10-ton-per-hour machine? A typical 10 TPH unit requires about 15 to 25 cubic meters of water per hour. Most of this is for the fluidization bed. Question 3: Does it work for minerals other than gold? Yes. It is highly effective for any heavy mineral like tungsten, tin, tantalum, and even iron ore fines. Question 4: How often should I stop for a cleanup? For high-grade ore, a cleanup every 45 minutes is best. For low-grade tailings, you can wait up to 3 hours. Question 5: Can I recover mercury with this? Yes. The machine is very effective at catching mercury and amalgam from old mine waste.
About ZONEDING
ZONEDING is a leading manufacturer of mining and Minerals Processing Machine solutions. We specialize in B2B sales of high-efficiency equipment for global mining companies. Our factory produces over 500 units per year with a team of 15 professional engineers. We offer factory-direct pricing and full-service support, from design to installation. Our products are currently exported to more than 120 countries worldwide. Contact ZONEDING today to get a customized solution for your mineral processing needs.
Many investors consider alluvial operations simple dirt-washing tasks. However, commercial-grade operations face severe technical challenges daily. A successful demands precise engineering to match the physical ore characteristics. This guide reve...
Industrial magnetic separation serves as the backbone for material purity and machinery safety in 2026. This technology utilizes natural magnetic differences to isolate minerals or remove tramp iron. Proper application ensures high product quality...
Chrome gravity separation represents the most cost-effective method to produce high-grade chrome in 2026. Experience in South Africa and Turkey proves that mineral density remains the strongest profit driver. This process uses the natural weight o...
Limestone is one of the easiest and most profitable materials to crush. It is widely used for road construction, concrete production, asphalt plants, cement manufacturing, and infrastructure projects. However, many buyers ask the same question bef...
We use cookies to ensure that we give you the best experience on our website. If you continue to use this site we will assume that you are happy with it.
Privacy Policy
Send us a message
We would love to hear from you
Submit your question and our team will respond to the email provided as soon as possible.
 Zoneding Machine
Zoneding Machine