Copper sulfide flotation is a standard mineral processing method. However, different ore bodies require specific processing strategies due to variations in mineral composition. As high-grade deposits deplete, the industry now processes more complex and low-grade copper-sulfur ores. Success depends on precise process selection and control of surface electrochemical properties. This article analyzes the technical criteria for choosing between Priority, Bulk, and Stage Grinding-Flotation processes.
Copper Sulfide Mineral Characteristics and Floatability
Process design depends on the specific mineralogy of the ore. Different copper minerals exhibit distinct floatability characteristics.
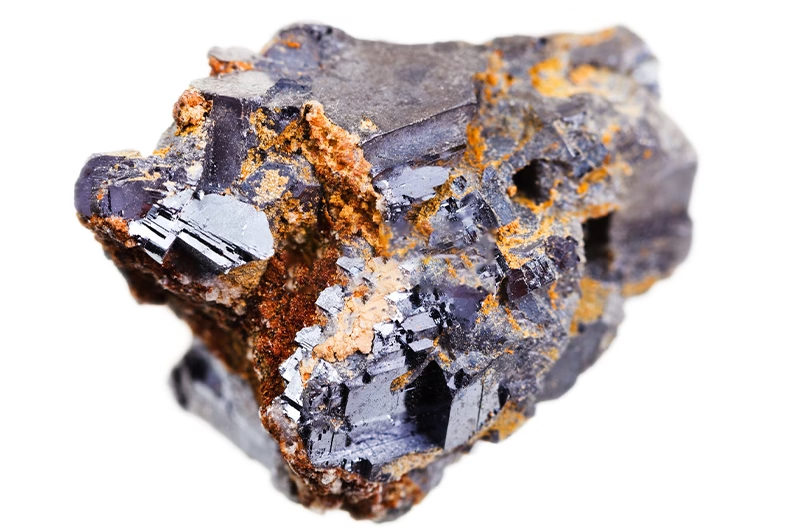
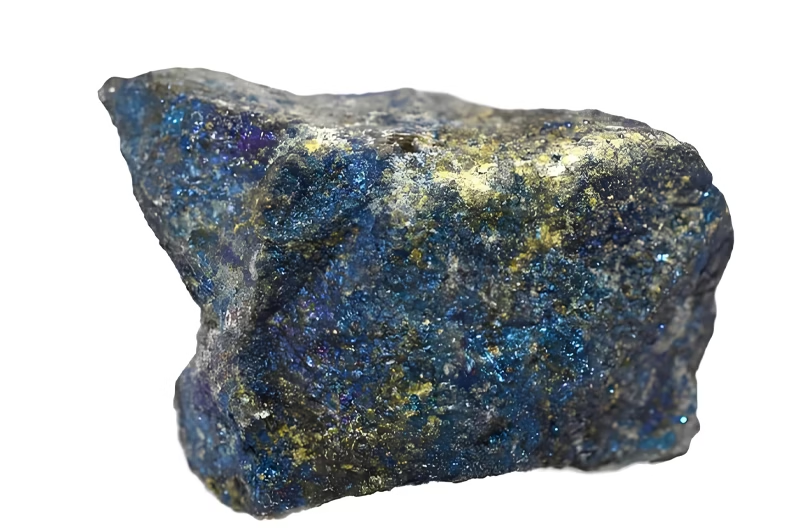
Chalcopyrite
Chalcocite
Bornite
Chalcopyrite (CuFeS₂): This is the most common primary copper mineral. It floats well with sulfhydryl collectors like xanthates. The main processing challenge is copper-sulfur separation, as chalcopyrite often co-exists with pyrite, and their flotation behaviors are similar under certain conditions. Chalcocite (Cu₂S) and Covellite (CuS): These are secondary copper sulfides. They have high natural floatability and float faster than chalcopyrite. However, they are brittle and easily over-ground into slime. Additionally, they release copper ions (Cu²⁺) into the pulp, which activates pyrite and complicates separation. Bornite (Cu₅FeS₄): Bornite often occurs with chalcopyrite. It has a fast flotation rate but is sensitive to surface oxidation.
Factors Affecting Recovery: Oxidation and Slime
Chemical environment and particle size distribution directly impact flotation efficiency.
Impact of Surface Oxidation
Fresh sulfide surfaces are hydrophobic. However, ores from stockpiles or transition zones often develop oxide films. Standard collectors do not adsorb well onto oxidized surfaces. This reduces copper concentrate recovery.
Impact of Slime
Fine particles (slime) coat valuable mineral surfaces. This prevents collector adsorption and increases pulp viscosity. High clay content in the ore exacerbates this issue.
Technical Solutions: For oxidized surfaces, sulfidizing agents (like NaHS) or Hydroxamic Acid collectors improve recovery. High-intensity scrubbing removes oxide layers. For high slime content, using a sulfidizing agents for desliming is an effective method.
What are the technical differences between Priority Flotation and Bulk Flotation?
The technical differences between Priority Flotation and Bulk Flotation
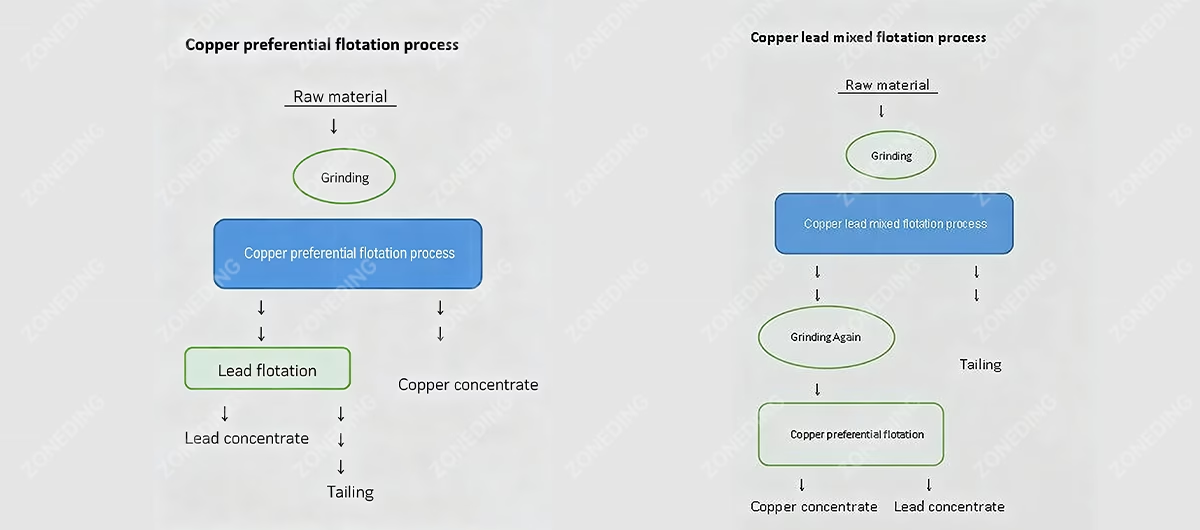
Process Route 1: Priority Flotation (Differential Flotation)
The Priority flotation process floats copper minerals first while suppressing pyrite. Pyrite is floated in a subsequent stage if it contains value. Application Conditions:
Copper minerals are coarsely disseminated.
Copper minerals liberate easily from gangue.
The ore has a relatively high copper grade. Technical Challenges: The primary challenge is pyrite depression. Operators typically use Lime (CaO) to raise pH.
Process Route 2: Bulk Flotation (Full Flotation)
The Bulk flotation process floats all sulfide minerals (Copper and Pyrite) together into a rougher concentrate. The tailings are discarded. Separation of Copper and Pyrite occurs in the cleaning stage. Application Conditions:
The ore has a low copper grade.
Copper and pyrite are closely intergrown.
The objective is to reduce the volume of material entering the cleaning stage. Operational Advantages: Discarding waste rock early reduces the volume for subsequent stages. This lowers energy consumption and reagent usage. Operational Risks: If strong collectors are used in the bulk stage, removing them from pyrite surfaces later is difficult. This may require regrinding or desorption techniques.
Improving Grade: Stage Grinding and Stage Flotation
For complex ores, grinding the entire feed to the liberation size consumes excessive energy. Stage grinding and stage flotation is the standard solution.
Primary Grinding: Grind to a coarseness that liberates easily floatable copper minerals. Perform rougher flotation.
Regrinding: Send the middlings (unliberated particles) to a regrinding circuit. Equipment Selection: A Ball Mill handles the primary stage. For the regrinding stage, vertical stirred mills or specialized Ceramic Ball Mills are effective. They provide the necessary shear force to liberate fine intergrowths without producing excessive slime.
Comprehensive Equipment Configuration for Copper Flotation
A complete copper sulfide flotation plant requires a systematic arrangement of machinery. The following list details the essential equipment manufactured by ZONEDING for this process.
1. Crushing and Screening Stage
The objective is to reduce Run-of-Mine (ROM) ore to a suitable feed size for grinding (typically <12mm).
Vibrating Feeder: Uniformly feeds materials into the crusher to ensure continuous operation.
Jaw Crusher: Used for primary crushing. It handles large rocks and reduces them to a medium size.
Cone Crusher: Used for secondary or tertiary crushing. It produces a finer product suitable for mill feed.
Vibrating Screen: Sorts materials by size. It ensures only particles meeting the size requirement enter the grinding circuit, while oversize material returns to the crusher.
2. Grinding and Classification Stage
The objective is to liberate the valuable copper minerals from the gangue.
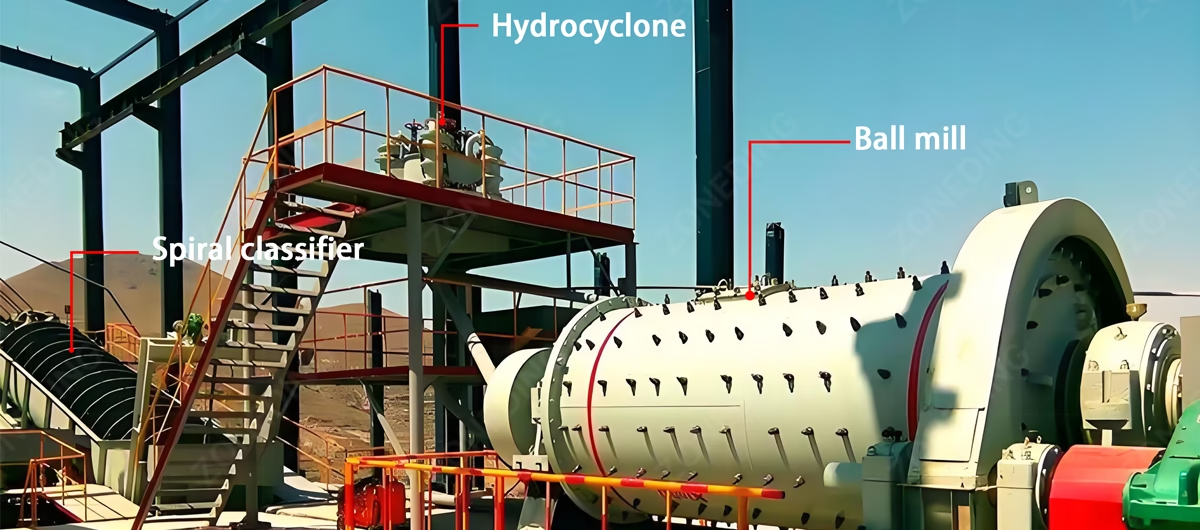
Ball Mill: The primary grinding equipment. Steel balls impact the ore to reduce particle size. It operates in a closed circuit with classifiers.
Rod Mill: An alternative to the ball mill for the first stage of grinding. It produces a more uniform particle size and reduces over-grinding (slime generation), which is beneficial for brittle copper minerals.
Spiral Classifier: Mechanically separates fine particles from coarse particles using gravity and sedimentation rates.
Hydrocyclone: Uses centrifugal force for high-efficiency classification. It is standard in modern plants for controlling grinding fineness and desliming.
3. Flotation and Conditioning Stage
The objective is to separate hydrophobic copper minerals from hydrophilic gangue.
Flotation and Conditioning Stage
Mixer: Also known as an agitation tank. It conditions the pulp by thoroughly mixing the ground ore with chemical reagents (collectors, frothers, modifiers) before flotation.
Flotation Machine: The core separation device. It aerates the pulp, allowing copper minerals to attach to bubbles and form a mineralized froth which is collected. Different banks of cells are used for Roughing, Scavenging, and Cleaning stages.
4. Dewatering and Thickening Stage
The objective is to remove water from the copper concentrate and tailings.
Dewatering and Thickening Stage
High Efficiency Concentrator: Also known as a thickener. It settles solids to increase pulp density and recover process water for reuse.
5. Transport and Auxiliary Equipment
Belt Conveyor: Transports material between crushing, screening, and grinding stages.
Reagent Regime Optimization
The flotation reagent regime determines the separation efficiency.
Collector Combinations
A single collector is rarely sufficient.
Xanthates: High collection power, lower selectivity.
Thionocarbamates: High selectivity against pyrite. Recommendation: A combination of collectors often yields the best results. For example, using Xanthate for recovery and Thionocarbamate for grade.
Impact of Grinding Media
Steel balls release iron ions and consume oxygen during grinding. This creates a reducing environment. For difficult ores, specialized Ceramic Ball Mills prevent iron contamination, helping maintain the optimal pulp potential for chalcopyrite flotation.
Copper-Sulfur Separation and Pyrite Suppression
Separating copper from sulfur (pyrite) is a critical step. Pyrite Activation Mechanism: Secondary copper minerals dissolve during grinding, releasing Cu²⁺ ions. These ions adsorb onto pyrite surfaces, activating the pyrite and causing it to float with copper. Suppression Techniques:
Precipitation: Add Sodium Sulfide (Na₂S) during grinding to precipitate copper ions.
Depressants: Use Lime, Sulfite combined with Zinc Sulfate, or organic depressants.
Gold Recovery: Gold is often associated with pyrite. Aggressive pyrite suppression to achieve high copper grades can result in gold loss. Operators must balance copper grade with total gold recovery.
FAQ: Common Copper Flotation Technical Issues
Q1: Why is recovery low despite good copper concentrate grade? Low recovery usually indicates losses in the tailings. If losses are fine particles, slime coating or over-grinding is the cause. Use a Hydrocyclone for desliming. If losses are coarse, liberation is insufficient. A Ball Mill regrind circuit is required. Q2: How is high-pyrite copper ore processed? Use Priority Flotation. Maintain pH between 10.5 and 11.5 with Lime to depress pyrite. If separation is poor, test for copper ion activation and consider adding Sodium Sulfide. Q3: Can oxide and sulfide copper ores be processed together? Simultaneous processing is difficult because reagents differ. The standard method is “Sulfide-Oxide Sequential Flotation.” Sulfides are floated first, followed by sulfidization (using NaHS) to float the oxides. Q4: When should a flotation column be used? Columns are effective for cleaning stages to improve concentrate grade. Mechanical Flotation Machines are generally more effective for roughing stages where recovery is the primary goal. Q5: Does water quality affect flotation? Yes. Recycled water accumulates ions like Calcium and Thiosulfate. Calcium ions depress Molybdenite. Water treatment or precipitation is necessary before reusing water in specific circuits.
Conclusion
Copper sulfide flotation requires technical management of grinding fineness, reagent chemistry, and electrochemical potential.
Priority Flotation is suitable for simple, high-grade ores.
Bulk Flotation is suitable for low-grade, complex ores.
Stage Grinding prevents over-grinding and improves efficiency. Ore mineralogy dictates the process. Analysis of grinding media chemistry and water quality is also necessary for process optimization.
Technical Support from ZONEDING
ZONEDING manufactures Copper Processing Plant equipment. We provide technical solutions based on mineralogical analysis. We supply Crushing Equipment, grinding mills, and flotation cells tailored to specific ore characteristics. Contact ZONEDING for ore analysis and process design.
Investing in a mobile crushing station for mining requires careful equipment selection. Showroom specifications often fail in actual quarry environments. Remote mines lack reliable power grids, clean air, and fast internet. Standard equipment conf...
Many quarry operators spend months comparing crusher models, motor power, and production capacity. However, very few spend the same amount of time evaluating the jaw plates that actually perform the crushing. That oversight can become surprisingly...
Limestone is one of the easiest and most profitable materials to crush. It is widely used for road construction, concrete production, asphalt plants, cement manufacturing, and infrastructure projects. However, many buyers ask the same question bef...
We use cookies to ensure that we give you the best experience on our website. If you continue to use this site we will assume that you are happy with it.
Privacy Policy
Send us a message
We would love to hear from you
Submit your question and our team will respond to the email provided as soon as possible.
 Zoneding Machine
Zoneding Machine